|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Электрооборудование шлифовальных станковНа шлифовальных станках можно выполнять как черновое, так и чистовое шлифование плоских, цилиндрических, зубчатых, и др. поверхностей с помощью абразивных кругов.
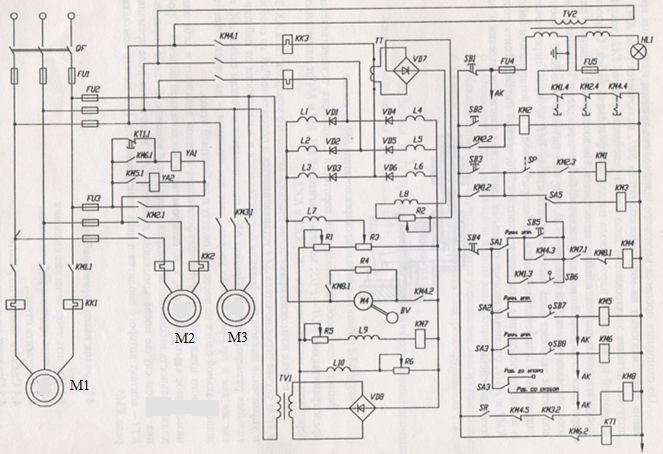
Рисунок 12 – Электрическая принципиальная схема управления кругло шлифовального станка модели 3А161
Привод шлифовального круга осуществляется от асинхронного короткозамкнутого двигателя М1 мощностью 7 кВт при угловой скорости 98 рад/с. Путем смены шкивов клиноременной передачи можно получить два значения угловой скорости круга 111 и 127 рад/с. Поперечная подача шлифовальной бабки осуществляется, как вручную (при наладочных работах), так и при помощи гидравлического устройства, управляемого с помощью электромагнитов (при автоматической работе). Для вращения изделия применен комплектный электропривод ПМУ5М с двигателем постоянного тока параллельного возбуждения М4 типа ПВС-22 мощностью 0,85 кВт, угловая скорость которого плавно регулируется в пределах от 35 до 250 рад/с изменением напряжения, подводимого к якорю от силового магнитного усилителя МУ. Усилитель собран по трехфазной мостовой схеме и имеет шесть рабочих обмоток L1-L6 и три обмотки управления L7, L8и L10. Рабочие обмотки L1-L6 усилителя включены последовательно с диодами VD1-VD6, которые используются как для выпрямления переменного тока, так и для осуществления внутренней положительной обратной связи по току магнитного усилителя. Обмотка L10 служит для создания смещения в МУ. Ток в обмотке L7 обусловлен разностью задающего напряжения Uз, снимаемого с потенциометра R3 и напряжения обратной связи Uос, снимаемого с якоря двигателя. По обмотке L8 проходит ток Iу2пропорциональный току якоря двигателя Iя, поскольку вторичный ток трансформатора тока ТТ пропорционален рабочему току усилителя, равному Iр=0,815Iя. Магнитодвижущая сила обмотки L8 направлена согласно МДС обмотки L7, следовательно, обмотка L8 осуществляет положительную обратную связь по току якоря двигателя. Ток Iу2 можно изменять резистором R2. Угловая скорость двигателя регулируется изменением Uз путем перемещения рукоятки потенциометра R3, которая связана также с движком резистораR ш.  Стол станка получает возвратно-поступательное движение (Продольную подачу) от гидропривода со скоростью от 100 до 600 мм/мин. Реверсирование стола производится в конце каждого хода переключением золотника гидроцилиндра при помощи упоров, привернутых к столу. На задней бабке стола установлен прибор для правки шлифовального круга алмазом. Насос гидросистемы станка приводится в движение двигателем М2 мощностью 1,7 кВт при 93 рад/с; насос охлаждающей жидкости вращается двигателем М3 мощностью0,125 кВт при 280 рад/с. Перед пуском станка включается линейный выключатель QF. При этом получают напряжение трансформаторы TV1иTV2и срабатывает реле KM7, контролирующее наличие тока в обмотке возбуждения двигателя изделия L9. Нажатием кнопки SB2 включают контактор KM2, и получает питание двигатель М2. Когда давление масла в гидросистеме достигнет необходимого уровня, замыкается контакт SP реле давления, после чего кнопкой SB3включают контактор KM1, который главными контактами подает питание на двигатель круга M1. Схема управления позволяет осуществить наладочный и автоматический режимы работы станка. В наладочном режиме выключатели SA1, SA2, SA3 иSA5 устанавливаются в положение Ручн.упр. Включение двигателя изделия М4 производят нажатием кнопки SB5. При этом включается контактор KM4, якорь двигателя присоединяется к усилителю МУ, и двигатель быстро разгоняется. Замыкается контакт SRреле контроля скорости BV. Для отключения двигателя М4 нажимают кнопку SB4, при этом контактор КМ4 теряет питание и включается контактор торможения КМ8. Происходит процесс динамического торможения двигателя М4. При скорости, близкой к нулю, реле контроля скорости BVсвоим контактом SR отключает контактор КМ8. Работа станка в автоматическом режиме происходит в такой последовательности: 1) Быстрый подвод гидроприводом шлифовальной бабки к изделию, включение двигателей М3 и М4; 2) Шлифование при черновой подаче, затем переход на чистовую подачу с работой «до упора»; 3) Автоматический отвод шлифовальной бабки и выключение двигателей М3 и М4. Для выполнения данного режима переключатели SA1, SA2, SA3 и SA5 устанавливаются в положение Авт.раб., а переключатель SA4 – в положение Раб. до упора. Главную рукоятку управления станком наклоняют на себя, происходит быстрый подвод шлифовальной бабки до тех пор, пока кулачок механизма врезания круга не нажмет на микропереключатель SB6, который подключает контакторы КМ3 и КМ4. Получают питание и начинают вращаться двигатели М3 и М4, а также включается гидропривод перемещения стола. Происходит обработка детали. По окончании процесса чернового шлифования кулачок механизма врезания круга нажимает на микропереключатель SB7, включается реле КМ5 и получает питание электромагнит доводочной (чистовой) подачи YA2, воздействующий на золотник гидропривода подачи шлифовальной бабки. Скорость поступательного движения бабки уменьшается. По достижении заданного размера нажимное устройство шлифовальной бабки через рычаг 2 нажимает на микропереключатель SB8(рисунок 9.1), получает питание реле КМ6 и своим контактом замыкает цепь электромагнита отвода YA1, который переключает гидропривод шлифовальной бабки на быстрый отвод. При возвращении бабки в исходное положение размыкается контакт SB6, теряют питание контакторы КМ3 и КМ4, отключая своими главными контактами двигатели изделия и насоса охлаждения. Защита электрооборудования от короткого замыкания осуществляется предохранителями FU1-FU5; защита двигателей М1, М2 и М4 от длительных перегрузок – тепловыми реле КК1, КК2 и КК3. На станке возможно применение прибора активного контроля типа АК-3. В этом случае переключатель SA4 устанавливается в положениеработасо скобой и управление циклом шлифования осуществляется в зависимости от действительных размеров деталей. Прибор АК-3 подключается к точкам схемы АК, и так же как и при работе «до упора», дает две команды – на переключение шлифовальной бабки на чистовую подачу и на быстрый отвод. Часто цикл работы круглошлифовальных станков включает в себя так называемое «выхаживание», т.е. шлифование с выключенной подачей. Продолжительность выхаживания контролируется реле времени. В схеме управления в этом случае после замыкания контакта КМ6 включается реле времени КТ1, - контакт которого вводится в цепь электромагнита YA1вместо контакта реле КМ6. |
||
|
|
Последнее изменение этой страницы: 2018-05-10; просмотров: 2774. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |