|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
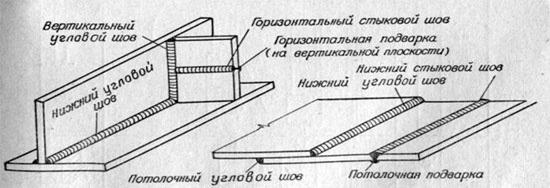
Сварные швы при сварке плавлением. Классификация швов по положению при сварке относительно действующего усилия, протяженности, количеству слоев.Сварные соединения по своей конструкции различаются следующим образом: 1. соединения встык; 2. соединения внахлестку; 3. соединения впритык (в тавр или в угол). 4. Классификация швов по положению в пространстве
Сварные швы, при помощи которых осуществляются соединения, подразделяются по ряду признаков, а именно: по положению в пространстве - на нижние, вертикальные, горизонтальные и потолочные; по конструкции шва - на стыковые и угловые; угловые швы по их расположению к действующим усилиям делятся на фланговые и лобовые (торцовые); по типу обработки (разделки) кромок листов - на V-образные (обозначаются латинской буквой V), X (икс)-образные, К-образные (таблица по протяженности - на сплошные и прерывистые; по числу слоев, накладываемых во время сварки, -на однослойные и многослойные; по назначению - на рабочие (передающие усилия) и конструктивные, не связывающие. Условные обозначения швов и их размеров, применяемые на чертежах, даны в таблице Обычно преобладающий на данном чертеже размер швов, а также тип электродов указывают в примечании, помещаемом около штампа (наименование чертежа) в правом нижнем углу листа. Непосредственно у изображения шва показывают только размеры, отличающиеся от преобладающего размера шва. Указания об обработке кромок даются на чертеже только в случае отклонения их от нормальных. Циклограммы процесса шовной сварки. При шовной сварке герметичным швом для формирования каждой литой зоны обычно достаточно одного импульса тока при постоянном сварочном усилии. Сварку можно осуществлять при непрерывном и прерывистом включении тока. Непрерывное включение тока (циклограмма а) позволяет резко повысить скорость сварки. Однако качество соединений и стойкость роликов снижаются. Наибольшее распространение получила сварка с включением тока отдельными импульсами, за время tn ролики и детали успевают частично охладиться, поэтому стойкость роликов возрастает, уменьшается ширина ЗТВ, снижаются остаточные деформации. 
а) с непрерывным включением тока, непрерывным вращением роликов, постоянным Fсв; б) с прерывистым включением тока, непрерывным вращением роликов, постоянным Fсв; в) с прерывистым включением тока, прерывистым, (шаговым) вращением роликов, постоянным Fсв или с проковкой шва Fк. Сварку чаще выполняют при непрерывном вращении роликов (циклограмма б). Крупногабаритные детали большой толщины соединяют при шаговом вращении роликов (циклограмма в). Остановка роликов в момент пропускания тока способствует интенсивному охлаждению деталей и рабочей поверхности роликов. Стабилизируются контакты, устраняется проскальзывание роликов, снижается температура в контакте электрод-деталь, уменьшается химическое взаимодействие металлов электрода и детали. Стойкость электродов возрастает. Кроме того, остановка роликов позволяет приложить силу Fк.
|
||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 586. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
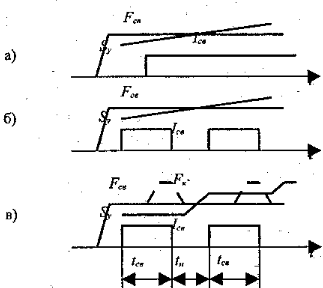 Циклограмма шовной сварки:
Циклограмма шовной сварки: