|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Дуговая сварка плавлением. Конструктивные элементы подготовленных кромок свариваемых деталей, назначение и влияние на процесс сварки.
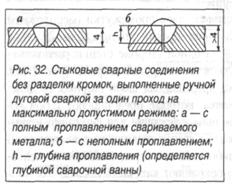
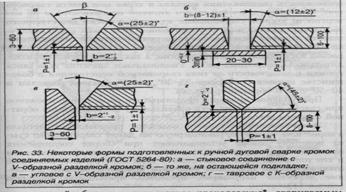
При дуговой сварке наиболее рационально выполнять сварные соединения за один проход с минимальными затратами на подготовку кромок соединяемых изделий к сварке, т.е. не придавая им какой-либо особой формы (рис. 32, а). Однако предельная толщина свариваемого металла в этом случае ограничена проплавляющей способностью сварочной дуги, которая при ручном процессе на применяемых и допустимых при сварке режимах не превышает для стали 4 мм. Из-за этого при ручной дуговой сварке стальных изделий толщиной свыше 4 мм наблюдается недостаточное для получения качественного соединения проплавление (рис. 32, б). Для увеличения предельной толщины свариваемого металла, при которой обеспечивается полное проплавление, свариваемым кромкам придают специальную форму, позволяющую приблизить сварочную дугу к самому отдаленному от поверхности участку металла. На рис. 33 показаны типичные формы подготовленных к сварке кромок соединяемых изделий толщиной до 120 мм. Основными элементами разделки кромок, а именно так называют пространство (канавку) между собранными под сварку кромками являются: угол скоса кромки α (острый угол между плоскостью скоса кромки и плоскостью торца), угол разделки кромок β (угол между скошенными кромками свариваемых деталей), притупление кромки р (нескошенная часть торца кромки, подлежащей сварке), зазор b (кратчайшее расстояние между кромками собранных под сварку изделий), подкладка. Угол скоса кромки (в ряде случаев совместно с зазором) создает условия для проникновения электрода в глубину разделки и свободной манипуляции им, в результате чего появляется возможность расплавления металла в корне шва (части сварного шва, наиболее удаленной от его лицевой поверхности) и на поверхности кромок соединяемых изделий, а также качественного наложения валика шва. С увеличением угла скоса кромки улучшаются условия ведения процесса ручной дуговой сварки, однако одновременно повышается количество наплавленного металла, расход электродов и электроэнергии, а также снижается производительность сварочных работ. Рациональное значение угла скоса кромки в зависимости от типа свариваемой конструкции в большинстве случаев составляет 25-30° для У-образной разделки и 40-50" для К-образной разделки.  Притупление призвано предотвратить образование прожогов при сварке и способствовать правильному формированию обратной стороны шва.
|
||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 525. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
 Зазор обеспечивает более надежное проплавление металла в корне шва. Нужную, равномерную по длине свариваемого стыка величину зазора устанавливают при сборке соединяемых элементов под сварку. Она зависит от состава основного металла и его толщины, типа соединения и вида конструкции. Заметные отступления от требуемой величины способны вызвать появление дефектов: непроваров, прожогов, превышение проплава (см. гл. 11).
Зазор обеспечивает более надежное проплавление металла в корне шва. Нужную, равномерную по длине свариваемого стыка величину зазора устанавливают при сборке соединяемых элементов под сварку. Она зависит от состава основного металла и его толщины, типа соединения и вида конструкции. Заметные отступления от требуемой величины способны вызвать появление дефектов: непроваров, прожогов, превышение проплава (см. гл. 11).