|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Рельефная сварка, характеристика, применение.Рельефная сварка- способ, аналогичный точечной сварке, при котором детали обычно соединяются одновременно в нескольких точках. Положение этих точек определяется выступами - рельефами, образованными (штамповкой, обработкой резанием) на одной или обеих деталях. При рельефной сварке контакт между деталями определяется формой их поверхности в месте соединения, а не формой рабочей части электродов, как при точечной сварке.
Процесс образования соединения. При сжатии деталей электродами из-за малой площади контакта рельефа с плоской деталью (рис., а) контактное сопротивление деталь-деталь при рельефной сварке больше, чем при точечной сварке того же металла. После включения сварочного тока металл рельефа интенсивно нагревается и его вершина деформируется; контактное сопротивление быстро уменьшается и теплота выделяется в основном за счет собственного сопротивления металла рельефа. Нагреваемые рельефы не должны сильно деформироваться до образования зоны расплавления в контакте деталей. Если это произойдет, то детали придут в соприкосновение по всей их внутренней поверхности, ток пойдет, минуя рельефы, через холодные участки металла, имеющие малое сопротивление, дальнейший нагрев рельефа резко уменьшится и соединение будет непрочным.  При правильно выбранном режиме сварки в результате теплового расширения металла в зоне соединения между деталями образуется некоторый зазор, препятствующий их случайному соприкосновению и появлению дополнительных (помимо рельефа) путей прохождения тока через детали. По мере протекания тока зона расплавления увеличивается в объеме, металл рельефа интенсивно деформируется и выходит на наружную поверхность детали (остается лишь небольшая кольцевая канавка). Когда зона расплавления достигнет необходимых размеров, сварочный ток выключают, металл охлаждается и кристаллизуется, при этом образуется литое ядро. Как и при точечной сварке литое ядро окружает плотный поясок металла, по которому соединение произошло без расплавления. Для лучшей осадки рельефов и улучшения качества соединений иногда применяют повышенное усилие, которое прикладывают в процессе кристаллизации расплавленного металла ядра.
Применение.Рельефная сварка находит достаточное применение благодаря высокой производительности за счет получения за один ход машины нескольких точечных соединений (иногда до 20) или герметичного соединения длиной до 100 мм, уменьшения нахлестки и вмятины от электродов, а также высокой стойкости электродов в процессе эксплуатации. Этот способ используют для соединения с листовыми деталями различных крепежных деталей (болтов, шпилек, гаек). Рельефную сварку применяют для соединения проволоки и стержней в крест. Рельеф в таких соединениях образуется естественной формой свариваемых деталей. При изготовлении железобетонной арматуры диаметр свариваемых стержней может достигать 30 мм и более. Т-образную рельефную сварку стержней с деталями из листа используют, например, для соединения шипов с котельными трубами.
|
||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 653. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
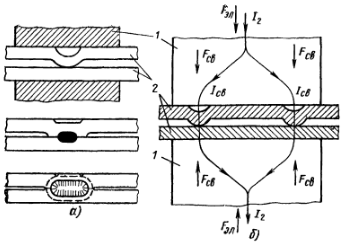 Процессы образования соединения при рельефной и точечной сварке имеют много общего. Две детали 2 из листа, на одной из которых выштампованы рельефы сферической формы, зажимаются между электродами 1 с большой контактной поверхностью (плитами), подводящими ток к соединяемым деталям (рис., а). Для обеспечения одинаковых условий нагрева каждого рельефа необходимо, чтобы приложенное усилие Fэл и ток (рис., б) равномерно распределялись между всеми точками контакта деталей (Fcd, Iсв) .
Процессы образования соединения при рельефной и точечной сварке имеют много общего. Две детали 2 из листа, на одной из которых выштампованы рельефы сферической формы, зажимаются между электродами 1 с большой контактной поверхностью (плитами), подводящими ток к соединяемым деталям (рис., а). Для обеспечения одинаковых условий нагрева каждого рельефа необходимо, чтобы приложенное усилие Fэл и ток (рис., б) равномерно распределялись между всеми точками контакта деталей (Fcd, Iсв) .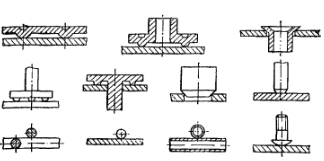 Разновидностью рельефной сварки (рис.) является Т-образная сварка, при которой к детали с большой поверхностью, например листу, приваривается деталь относительно малого сечения, причем соединяемой поверхности этой детали придают необходимую для сварки форму (сферу, конус, замкнутый или незамкнутый рельеф). Сварка вкрест прутков, труб, а также проволоки (прутка) с листом также может быть отнесена к рельефной сварке. Стабильное качество соединений можно получить при рельефной сварке с расплавлением металла и без расплавления. Соединения с точечными рельефами обычно образуются с расплавлением металла. Для большинства случаев Т-образной сварки характерны соединения без расплавления. Благодаря интенсивному нагреву зоны сварки и большой пластической деформации металла рельефа создаются благоприятные условия для получения соединений стабильной прочности.
Разновидностью рельефной сварки (рис.) является Т-образная сварка, при которой к детали с большой поверхностью, например листу, приваривается деталь относительно малого сечения, причем соединяемой поверхности этой детали придают необходимую для сварки форму (сферу, конус, замкнутый или незамкнутый рельеф). Сварка вкрест прутков, труб, а также проволоки (прутка) с листом также может быть отнесена к рельефной сварке. Стабильное качество соединений можно получить при рельефной сварке с расплавлением металла и без расплавления. Соединения с точечными рельефами обычно образуются с расплавлением металла. Для большинства случаев Т-образной сварки характерны соединения без расплавления. Благодаря интенсивному нагреву зоны сварки и большой пластической деформации металла рельефа создаются благоприятные условия для получения соединений стабильной прочности.