|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
РТК. Назначение, преимущество.
Робототехнологический комплекс для дуговой сварки- это совокупность робота (возможно с расширителем рабочей зоны), сварочного оборудования, одного или нескольких манипуляторов изделия, средств безопасности, сборочно-сварочных приспособлений и средств механизации и автоматизации загрузочно-разгрузочных работ. Гибкая производственная система - это совокупность технологического, транспортного, складского и другого оборудования с числовым программным управлением, включая роботы, способная автоматически и функционировать и обладающая свойством автоматизированной переналадки при изменении свариваемого изделия другим из числа заранее предусмотренных для сварки. Сварочное оборудование комплекса состоит из контроллера, сварочной горелки, блока управления, механизма подачи электродной проволоки, источника питания сварочной дуги, газового редуктора с расходомером и подогревателем газа и комплекта монтажных проводов и шлангов. Сварочный контроллер позволяет установить пять любых режимов сварки и является согласующим звеном в работе сварочного оборудования и управляющего устройства РТК. В него поступают команды на начало цикла сварки и его окончание, на остановку цикла при наличии аварийной ситуации и на выбор соответствующего режима сварки.
 В РТК с одним манипулятором изделия существует очередность работы робота и сварочного оборудования или загрузочно-разгрузочного устройства (при отсутствии многостаночного обслуживания). Поэтому РТК с одним манипулятором изделия целесообразно применять только в тех случаях, когда время сварки значительно больше времени загрузки- выгрузки. При двух манипуляторах изделия в то время, когда на одном из них производится сварка, на другом выполняются разгрузочные, загрузочные, сборочные и другие работы. Если время сварки равно времени перечисленных вспомогательных работ, то обеспечивается полная загрузка оборудования и оператора. Принципиальная схема РТК При большом объеме и темпе выпуска продукции и значительной трудоемкости сварки изделия требуются роботизированные сварочные линии. Так, роботизированная линия для сварки рамы автомобиля-вездехода состоит из трех сварочных позиций, каждая из которых обслуживается четырьмя роботами для дуговой сварки . Преимущества.В результате использования робототехники становится возможным: 1. Автоматизированная сварка швов в любой форме, а также сварка большого количества коротких швов, различным образом ориентированных в пространстве. 2. Выполнять дуговой сваркой сварные швы с любой формой линии соединения в оптимальном пространственном положении с наиболее производительными режимами сварки при оптимальном формировании сварных швов. 3. Уменьшать в ряде случаев калибр сварных швов, благодаря гарантированной стабильности их параметров, обеспечивая таким образом гарантированный рост производительности, экономию сварочных материалов и электроэнергии и уменьшение сварочных деформаций. 4. Сократить потребность в специальном сварочном оборудовании и изготовлении специальных и специализированных станков, установок и машин для сварки. Экзаменационный билет 30
|
||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 481. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
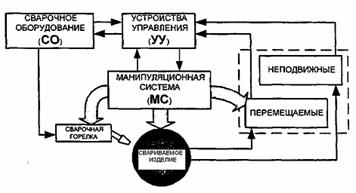 Система управления предназначена для управления механической частью РТК и сварочным оборудованием в режиме обучения, в ручном и автоматическом режимах работы как со сваркой, так и без нее. При обучении информации о положении механизмов и установленных режимах сварки в опорных точках "запоминается" устройством управления комплекса, образуя управляющую программу. Комплекс имеет оперативную и долговременную память, что позволяет создать библиотеку необходимых программ. При автоматическом режиме работы исполнительные механизмы комплекса отрабатывают введенную управляющую программу.
Система управления предназначена для управления механической частью РТК и сварочным оборудованием в режиме обучения, в ручном и автоматическом режимах работы как со сваркой, так и без нее. При обучении информации о положении механизмов и установленных режимах сварки в опорных точках "запоминается" устройством управления комплекса, образуя управляющую программу. Комплекс имеет оперативную и долговременную память, что позволяет создать библиотеку необходимых программ. При автоматическом режиме работы исполнительные механизмы комплекса отрабатывают введенную управляющую программу.