|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Напряжения и деформации при сварке, их причины возникновения при сварке плавлением.Высокотемпературный нагрев соединяемых элементов при сварке вызывает появление в них напряжений и деформаций, существенно затрудняющих производство сварных конструкций и ухудшающих их качество. С целью снижения сварочных напряжений и деформаций принимают соответствующие решения, которые находят свое отражение в проектной и проектно-технологической документации и реализуются при изготовлении сварных конструкций. Для понимания процесса образования напряжений и деформации при сварке плавлением целесообразно рассмотреть нагрев металлического стержня в свободном состоянии и при нахождении его в жестком несгибаемом металлическом каркасе (рис. 73). Если стержень в свободном состоянии (рис. 73, а) нагреть до некоторой высокой температуры, то он достаточно заметно удлинится на величину ∆l соответствии с формулой ∆l = α × l × ∆T; где α- коэффициент линейного расширения; l- начальная длина стержня; DT- разность между начальной и конечной температурами стержня.
Если теперь стержень жестко связать с каркасом и лишить его возможности укорачиваться при охлаждении с температуры Т на величину Dl1, то в стержне будут развиваться растягивающие напряжения (рис. 73, в). Одновременно в вертикальных элементах каркаса, непосредственно препятствующих укорачиванию стержня, под действием развивающейся в нем усадочной силы возникают напряжения сжатия.  Легко заметить, что явления, подобные вышеописанным, наблюдаются в пластине со сварным стыковым швом. Заштрихованная часть пластины ведет себя аналогично нагретому до высокой температуры закрепленному в жестком каркасе стержню. Две другие части пластины - аналогичны двум вертикальным элементам каркаса. Неравномерный сварочный нагрев с последующим охлаждением вызывает в окрестностях стыкового шва остаточное напряженное состояние. В целом пластина под действием усадочной силы претерпевает продольную деформацию укорочения ∆ l2. Остаточные напряжения и деформации разной степени возникают также при структурных превращениях металла в зоне термического влияния сварного соединения. Возникновение такого состояния обусловлено тем, что в металле появляются участки с ярко выраженными измененными объемами, например мартенситное превращение сопровождается значительным увеличением объема. Такое местное изменение объема металла при сохранении объемов рядом расположенных участков и приводит к возникновению внутренних структурных напряжений. Величина и распределение напряжений и деформаций зависят от многих факторов, в том числе от жесткости свариваемой конструкции и толщины металла. При сварке тонкого листа (до 5 - 6 мм) проявляются преимущественно большие деформации, а напряжения малы. Сварка металла средней толщины (до 16 - 20 мм) сопровождается также существенными деформациями, при этом с увеличением толщины в большей степени начинают проявляться сварочные напряжения. При сварке толстого металла (более 16 - 20 мм) основным фактором является возникновение значительных напряжений, деформации при этом невелики. |
||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 579. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
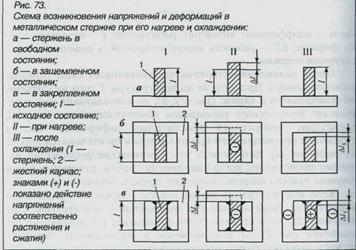 После охлаждения стержень восстанавливает свою первоначальную длину l. При нагреве до температурыТтого же стержня, но помещенного в каркас (рис. 73, б), не позволяющий ему в результате термического расширения изменяться на величину Dl, происходит необратимая пластическая деформация сжатия стрежня, в результате чего при охлаждении он становится короче на величину Dl1. Естественно, что пластические деформации начинают происходить, когда напряжения сжатия, развивающиеся в стержне при его нагреве, достигают предела текучести металла.
После охлаждения стержень восстанавливает свою первоначальную длину l. При нагреве до температурыТтого же стержня, но помещенного в каркас (рис. 73, б), не позволяющий ему в результате термического расширения изменяться на величину Dl, происходит необратимая пластическая деформация сжатия стрежня, в результате чего при охлаждении он становится короче на величину Dl1. Естественно, что пластические деформации начинают происходить, когда напряжения сжатия, развивающиеся в стержне при его нагреве, достигают предела текучести металла.