|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Конструктивные элементы соединения при точечной сварке.
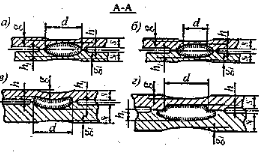
Основными конструктивными элементами являются расчетный (минимальный) диаметр ядра (для точечной и рельефной сварки) и ширина литой зоны (для шовной сварки). Их измеряют в плоскости сопряжения деталей и обозначают d для обоих случаев сварки. Эти размеры устанавливают из условия получения необходимой и стабильной прочности, герметичности шва при минимальной нахлестке. Фактический диаметр в узлах должен быть не меньше указанного в ГОСТе.
Другими конструктивными элементами соединений являются величина проплавления, глубина вмятины от электрода, расстояние между центрами соседних точек в ряду (шаг), величина перекрытия литых зон (при шовной сварке), расстояние от центра точки до края нахлестки, между осями соседних рядов точек и др.  Величина проплавления h (hl) в большинстве случаев должна находитьсяв пределах 20-80% толщины детали. Ее измеряют отдельно для каждой детали. Минимальные значения соответствуют проплавлению тонкой детали при сварке деталей неравной толщины. На титановых сплавах верхний предел увеличивают до 95%, а на магниевых - уменьшают до 70%. Глубина вмятины g (gl) не должна превышать 20% толщины, детали, однако при сварке деталей неравной толщины и труднодоступных местах она может достигать 30%. При микросварке глубина обычно не превышает нескольких процентов. Глухие вмятины ухудшают внешний вид и обычно уменьшают прочность точек. Минимальное расстояние между центрами соседних точек в ряду или шаг tш устанавливают из условия незначительного шунтирования тока при сохранении высокой прочности шва. Величина перекрытия литых зон герметичного шва fдолжна составлять не менее 25% длины литой зоны l (рис. 2.4, Б). Минимальная величина нахлестки В - это наименьшая ширина сопрягаемой части соединяемых деталей без радиуса закругления соседних элементов (стенки, полки). При г<2s в нахлестку включают не только радиус, но и толщину стенки (рис). Расстояние от центра точки или оси шва до края нахлестки и должно быть не менее 0,5В. Расстояние между осями соседних рядов с выбирают на 20% больше, чемtш. Абсолютные размеры конструктивных элементов возрастают с увеличением толщины деталей. Некоторые из них (В, h) зависят и от материала; размеры tш и, стакже косвенно связаны с материалом деталей, так как из конструктивных соображений при изменении В меняют и эти величины. Например, при сварке легированных сталей несколько уменьшают tш, однако это не связано с меньшим шунтированием тока через соседнюю точку. Действительно, при уменьшении электропроводимости возрастают как сопротивление шунтирующей цепи, так и сопротивление зоны сварки. Условия шунтирования остаются практически постоянными. Величины В. 1Ш, tш, с, кроме того, зависят от соотношения толщины свариваемых деталей: при s/s1 > 2 их увеличивают на 20-30%, Вообще при сварке деталей неравной толщины конструктивные элементы выбирают по более тонкой детали. Высокий современный технический уровень машин и надежность аппаратуры позволяют в ряде случаев (при s < 3 мм) уменьшать d (на 22-33%) и получать соединения, которые относят к группе Б. Для сохранения высокой прочности узла увеличивают число точек в ряду, уменьшая tш. При эксплуатации точки работают равномернее, с меньшей концентрацией напряжений; усталостные трещины несколько локализуются, замедляется их развитие. Из-за уменьшенияВснижается масса соединений. Однако возрастают требования к точности изготовления деталей, сборки, подготовки поверхности, стабильности работы машин. Торцы деталей, подлежащие стыковой сварке, должны быть рационально сконструированы. Во-первых, необходимо создатьусловия для равномерного нагрева и по возможности одинаковой пластической деформации при осадке (рис). Во-вторых (особенно при сварке сопротивлением), обеспечить защиту торцов от окисления и облегчить вытеснение окисленного металла из рабочей зоны шва (рис). В-третьих, форма деталей должна обеспечить надежное закрепление их в зажимах сварочной машины и токоподвод вблизи зоны сварки. Форму и размеры сечения торцов заготовок следует выполнять примерно одинаковыми. Различиевдиаметрахне должнопревышать15%,а по толщине 10%. Подготовка деталей к сварке заключается в получении определенной формы торцов, очистке их поверхности и поверхности деталей, правильной установке торцов перед началом сварки. Торцы деталей получают механической резкой на ножницах, пилах, металлорежущих станках, горячей или холодной высадкой на прессах, а также с помощью плазменной и газовой резки с последующим удалением шлака. Токоподводящие участки деталей и торцов очищают различными механическими способами и травлением. При сварке сопротивлением (вследствие трудности обновления поверхности) требуется более тщательная установка деталей при сборке, чем при сварке оплавлением. Так, зазор между торцами при сварке сопротивлением не допускается более 0,5 мм. При сварке оплавлением он может быть большим (до 15% Δопл). При сварке развитых сечений требования к качеству сборки, в частности, к взаимной параллельности торцовых поверхностей деталей, ужесточаются.
а) плоская поверхность (требует точной подготовки); б) кольцевой выступ (обеспечивает локальное тепловыделение и ограничивает поступление воздуха к стыку); в)-д) конус или сфера (локализует нагрев)
|
||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 1028. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
 При точечной (шовной и рельефной) сварке в понятие «оптимальные размерысоединения» входит несколько измеряемых величин, называемых конструктивными элементам соединения (рис.). Они стандартизованы по ГОСТ 15878-79 для соединений двух групп - А и Б. Группу устанавливают при проектировании узла в зависимости от требований, предъявляемых к сварной конструкции и исходя из особенностей технологического процесса. Соединения группы А имеют более высокие прочностные характеристики.
При точечной (шовной и рельефной) сварке в понятие «оптимальные размерысоединения» входит несколько измеряемых величин, называемых конструктивными элементам соединения (рис.). Они стандартизованы по ГОСТ 15878-79 для соединений двух групп - А и Б. Группу устанавливают при проектировании узла в зависимости от требований, предъявляемых к сварной конструкции и исходя из особенностей технологического процесса. Соединения группы А имеют более высокие прочностные характеристики.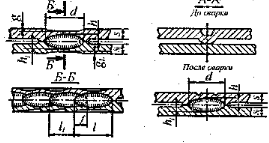 Максимальные размеры ядра ограничивают из-за возможности появления различных дефектов, снижения стойкости электродов; устанавливая верхние пределы на 15-25% больше минимально допустимых (при s не менее 0,5 мм). Приближенно при толщине деталей s не менее 0,5 мм минимальный диаметр литого ядра для соединений группы А можно определить по эмпирической формуле: d = 2s + (2-3 мм). Более точные его значения, учитывающие уменьшение отношения d/s сростом толщины, описываются формулой d=4s2/3.
Максимальные размеры ядра ограничивают из-за возможности появления различных дефектов, снижения стойкости электродов; устанавливая верхние пределы на 15-25% больше минимально допустимых (при s не менее 0,5 мм). Приближенно при толщине деталей s не менее 0,5 мм минимальный диаметр литого ядра для соединений группы А можно определить по эмпирической формуле: d = 2s + (2-3 мм). Более точные его значения, учитывающие уменьшение отношения d/s сростом толщины, описываются формулой d=4s2/3.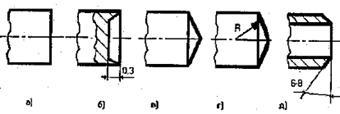 Рис. 2.5. Форма торцов деталей для сварки сопротивлением:
Рис. 2.5. Форма торцов деталей для сварки сопротивлением: