|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Примечание: Строго соблюдать требования Инструкции по охране труда при работе на хлебопекарных печах.
Расстойно-печные агрегаты. Линии производства формового хлеба. Расчет расстойно-печных агрегатов. Для выпечки формового хлеба в хлебопекарной промышленности применяются расстойно-печные агрегаты, которые полностью механизировали такие процессы, как разделка, посадка тестовых заготовок, расстойка выпечка и выгрузка готовой продукции. Это позволило высвободить около 8 человек в сутки на каждой линии, организовать поточное производство, повысить культуру предприятия. Расстойно-печные агрегаты предназначены для выработки формового хлеба из ржаной и пшеничной муки или их смеси. Они представляют собой шкафы окончательной расстойки, объединенные с печами общим конвейером. Производительность (кг/ч.) расстойно-печного агрегата определяются по формуле:
где
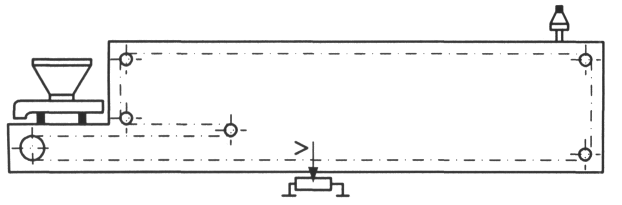
20.2. Технические характеристикирасстойно-печных агрегатов.. Расстойно-печные агрегаты ОАО «Шебекинский машиностроительный завод» Таблица 1 - Марки расстойно-печных агрегатов и их назначение.
Таблица 2 - Технические характеристики расстойно-печных агрегатов.
 Таблица 3 - Марки технологических линий и их назначение.
Таблица 4 - Технические характеристики технологических линий.
Таблица 5 - Условные графические обозначения расстойно-печных агрегатов.
20.3. Правила охраны труда при эксплуатации расстойно-печных агрегатов. Смотри правила безопасности труда шкафов окончательной расстойки и хлебопекарных печей. ЯРУСНЫЕ ПЕЧИ. Расчет ярусных печей. Ярусные печи предназначены для выпечки мелких хлебобулочных и кондитерских изделий. Данные печи различаются размерами рабочих камер, температурой в камере и удельной поверхностной мощностью на нагрев. Обогрев рабочих камер ярусных печей осуществляется с помощью тэнов, которые в верхней части камеры расположены открыто, а в нижней части закрыты стальным подовым листом. Ярусные печи могут состоять из 1, 2, 3, или 4-х ярусов. Некоторые производители предлагают печи, в которых ярусы являются самостоятельными, то есть имеют независимые элементы управления, парогенераторы, ТЭНовые группы. Под печи может быть керамическим или металлическим, с загрузкой от одного до нескольких противней определенного типоразмера. Керамический под позволяет производить выпечку без использования противня, непосредственно на его поверхности. В печах с глубоким подом загрузка требует применения специальных устройств: механических или автоматических посадчиков. В отдельную группу можно выделить печи, в которых используется промежуточный теплоноситель – масло, которое циркулирует по специальным каналам в поду печи. Этот пит печей получил название циклотермические печи. Печи оснащаются электромеханической или электронной панелью управления. Производительность ярусной печи (кг/ч.) рассчитывается по формуле:
где
Число изделий на одном ярусе (шт.) рассчитывается по формуле:
где
Число листов на одном ярусе (шт.) рассчитывается по формуле:
где
Количество изделий на одном листе (шт.) зависит вида укладки изделий на листе.
Таблица 1 - Виды укладок изделий на лист и формулы для расчета числа изделий на листе.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 808. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
 ,
, - количество рабочих люлек в печи расстойно-печного агрегата, шт.;
- количество рабочих люлек в печи расстойно-печного агрегата, шт.; - количество форм расположенных на одной люльке расстойно-печного агрегата, шт.;
- количество форм расположенных на одной люльке расстойно-печного агрегата, шт.; - масса изделия, кг.;
- масса изделия, кг.; - время выпечки, мин.
- время выпечки, мин.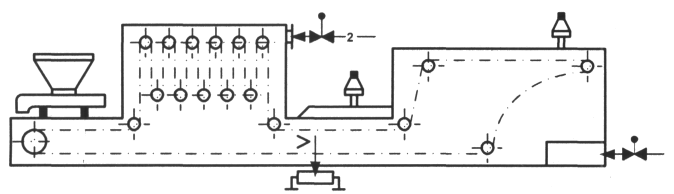
 ,
, - количество ярусов в печи, шт.;
- количество ярусов в печи, шт.; - число изделий на одном ярусе, шт.;
- число изделий на одном ярусе, шт.; - масса изделия, кг.;
- масса изделия, кг.; - время выпечки, мин.;
- время выпечки, мин.; - время вспомогательных операций, мин,
- время вспомогательных операций, мин, = 2 мин.
= 2 мин. ,
, - число листов на одном ярусе, шт.;
- число листов на одном ярусе, шт.; - количество изделий на одном листе, шт.
- количество изделий на одном листе, шт. ,
, - площадь одного яруса, м2.;
- площадь одного яруса, м2.; - площадь одного листа, м2.
- площадь одного листа, м2.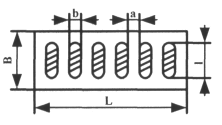 Рисунок №1 – Укладка подовых изделий на лист.
Рисунок №1 – Укладка подовых изделий на лист.
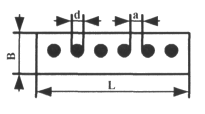 Рисунок №2 – Укладка круглых изделий на лист, (линейная).
Рисунок №2 – Укладка круглых изделий на лист, (линейная).
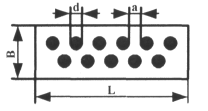 Рисунок №3 – Укладка круглых изделий на лист, (шахматная).
Рисунок №3 – Укладка круглых изделий на лист, (шахматная).
 ,
где
,
где
 - количество изделий по ширине листа, шт.
- количество изделий по ширине листа, шт.
 ,
где
B- ширина листа, мм.;
l – длина изделия, мм.;
a – зазор между изделиями, мм.
a = 30 мм.
,
где
B- ширина листа, мм.;
l – длина изделия, мм.;
a – зазор между изделиями, мм.
a = 30 мм.
 - количество изделий по длине листа, шт.
- количество изделий по длине листа, шт.
 ,
где
L – длина листа, мм.;
b – ширина изделия, мм.;
a – зазор между изделиями, мм.
a = 30 мм.
Примечание №1. Значения n1 и n2 округляют до меньшего целого числа, независимо от знака после запятой.
Количество изделий (рис. 2) на листе (шт.) рассчитывается по формуле:
,
где
L – длина листа, мм.;
b – ширина изделия, мм.;
a – зазор между изделиями, мм.
a = 30 мм.
Примечание №1. Значения n1 и n2 округляют до меньшего целого числа, независимо от знака после запятой.
Количество изделий (рис. 2) на листе (шт.) рассчитывается по формуле:
 ,
где
,
где
 ,
где
B- ширина листа, мм.;
d- диаметр изделия, мм.;
a – зазор между изделиями, мм.
a = 30 мм.
,
где
B- ширина листа, мм.;
d- диаметр изделия, мм.;
a – зазор между изделиями, мм.
a = 30 мм.
 ,
где
L – длина листа, мм.;
d – диаметр изделия, мм.;
a – зазор между изделиями, мм.
a = 30 мм.
Примечание №1. Значения n1 и n2 округляют до меньшего целого числа, независимо от знака после запятой.
Количество изделий (рис. 3) на листе (шт.) рассчитывается по формуле:
,
где
L – длина листа, мм.;
d – диаметр изделия, мм.;
a – зазор между изделиями, мм.
a = 30 мм.
Примечание №1. Значения n1 и n2 округляют до меньшего целого числа, независимо от знака после запятой.
Количество изделий (рис. 3) на листе (шт.) рассчитывается по формуле:
 ,
где
,
где
 ,
где
B- ширина листа, мм.;
d- диаметр изделия, мм.;
a – зазор между изделиями, мм.
a = 30 мм.
,
где
B- ширина листа, мм.;
d- диаметр изделия, мм.;
a – зазор между изделиями, мм.
a = 30 мм.
 ,
где
L – длина листа, мм.;
d – диаметр изделия, мм.;
a – зазор между изделиями, мм.
a = 30 мм.
Примечание №1. Значения n1 и n2 округляют до меньшего целого числа, независимо от знака после запятой.
,
где
L – длина листа, мм.;
d – диаметр изделия, мм.;
a – зазор между изделиями, мм.
a = 30 мм.
Примечание №1. Значения n1 и n2 округляют до меньшего целого числа, независимо от знака после запятой.