|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
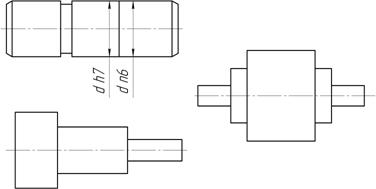
Обработка типовых поверхностей деталей машинЛюбую деталь можно рассматривать как сочетание типовых элементарных поверхностей: 1. плоские поверхности; 2. поверхности вращения (наружная и внутренняя); 3. фасонные поверхности; 4. конусные (наклонные) поверхности; 5. зубчатые поверхности; 6. шлицевые поверхности. Технологический процесс изготовления любой детали складывается из технологических процессов обработки типовых поверхностей. Обработка деталей типа валов Типы валов: - гладкие (с проточкой и без проточки); - ступенчатые (односторонние и двухсторонние); - полые; - шлицевые; - шпоночные;
Рис 3.1 Типы валов Многообразие конструкции достигается сочетанием этих основных видов В машиностроении валы изготавливают из стали марок: сталь 20, 20Х, 40, 40Х, 45. Наиболее нагруженные валы изготавливаются из легированных сталей: 18ХГС, 30ХНТ. Валы подвергаются улучшению (HB 245…280); поверхности шлицевых валов с высокими контактными напряжениями цементируют (HRC 58…60). К данному классу относят следующие детали штампа: колонки направляющие, толкатели маркетные, шпильки, пуансоны, хвостовики, штифты, штыри, отлипатели, ловители. Заготовка для валов: - круглый прокат диаметром до 200 мм. – основной вид заготовки; - отливки для диаметра > 200 мм.(для тяжелых валов весом более 1 тонны). Фасонные поковки для коленчатых (кривошипных) валов. Заготовки для крупных валов получают отливкой с обязательной ковкой (на молотах, гидропрессах), чтобы упорядочить дендритную структуру литья. Перед мех. обработкой поковку подвергают нормализации для улучшения обрабатываемости (снятия напряжений). |
||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 547. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |