|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Обработка концентричных деталейМетоды обеспечения концентричности Концентричная деталь – это деталь у которой наружные и внутренние поверхности являются поверхностями вращения с одной общей осью. Все детали делятся на класс втулок и класс дисков. К этому классу относятся детали: втулки направляющие, матрицы цилиндрические, гильзы, стаканы, вкладыши, обоймы круглые, фланцы, крышки, шкивы, колеса, венцы и.т.д.
Используют три схемы обработки: - обработка всех поверхностей за одну установку с отрезкой готовой детали от прутка; По этой схеме изготавливают втулки диаметром до 60 мм. из прутка или из штучной заготовки с сохранением припуска по длине. Обеспечение высокой концентричности, т.к. обработка ведется за одну установку. Точность зависит от точности шпинделя станка. - первоначальная обработка внутренней поверхности и базирование по ней при обработке наружной поверхности; По этой схеме ведется обработка втулки из прутка или штучных заготовок, но с относительно большой длиной образующей отверстия. - первоначальная обработка наружной поверхности и базирование по ней при обработке внутренней и торцевой поверхности. Эта схема используется для обработки дисков или деталей с небольшой протяженностью образующей внутреннего точного отверстия. Концентричность не всегда высокая. Технологический процесс обработки концентричных деталей Обработку по первой схеме можно проводить на токарных, револьверных и карусельных станках. Обработка на токарных станках применяется только в мелкосерийном производстве, т.к. значительные потери времени на замену инструментов.  Обработка на револьверных станках Особенность: инструмент устанавливается в поворотной многошпиндельной головке (рис. 5.5).
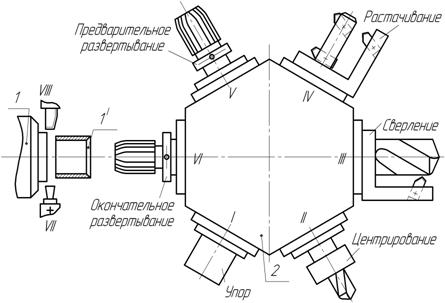
Рис. 6.1 Обработка на револьверных станках 1 – пруток; 1¢ - изделие; 2 – револьверная головка; Процесс обработки по первой схеме: заготовка подается до упора (I), затем производится центрирование (II) и сверление (III), зенкерование и обтачивание наружного контура (III). Растачивание отверстия (IV) и чистовое обтачивание наружного контура. Развертывание отверстия (V и VI)/ Отрезка готовой детали (VII). Процесс обработки по второй схеме (из штучных заготовок): - сверление (зенкерование) отверстия и снятие фаски; - протягивание отверстия; - черновое обтачивание наружной поверхности на оправке, снятие фасок, подрезание торцев (многорезцовый автомат в крупносерийном производстве); - снятие фаски в отверстии; - нарезание смазочных канавок; - сверление смазочных отверстий; - шлифование наружной поверхности. |
||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 1117. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
 - втулки;
- втулки;  - диски.
- диски.