|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
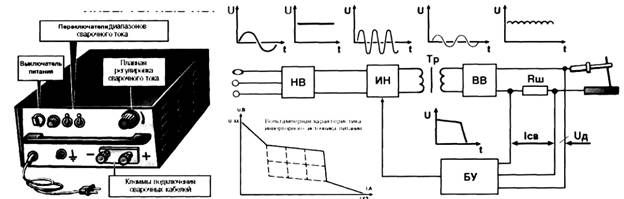
Инверторные источники питания сварочной дуги.Инверторный сварочный аппарат – это аппарат с инверторным источником питания, преобразующим переменное напряжение сети в напряжение и ток для сварки. Основными компонентами инверторного источника питания обычно являются (рис. 3.13): - сетевой выпрямитель, преобразующий входное переменное напряжение в постоянное; - инвертор, преобразующий далее постоянное входное напряжение в переменное высокой частоты; - высокочастотный трансформатор, понижающий напряжение, преобразованное инвертором; - выходной высокочастотный выпрямитель; - сглаживающий дроссель. Наиболее современными и технически сложными источниками сварочного тока являются сварочные инверторы. В отличие от статических ИП так называемых «классических» типов (т.е. трансформаторов и выпрямителей), у инверторов отсутствует силовой трансформатор. Работа сварочного инвертора построена на принципе модуляции (инверсии) напряжения, осуществляемого электронной схемой с усилением тока (обычно на транзисторах типа IGBT). За счет применения такого принципа удается получить широкий спектр вольт-амперных характеристик – от крутопадающей до возрастающей – с очень гладкой кривой тока, отклонения которого снижены до уровня десятых долей процента, что позволяет добиваться высокого качества сварки. Включение в схему высокочастотного генератора расширяет сферу применения инверторных источников питания и позволяет использовать их практически для любого метода дуговой сварки и для плазменной резки. За счет небольшой массы инверторы очень перспективны для использования при монтаже особо ответственных металлоконструкций и трубопроводов, к сварным соединениям которых предъявляются повышенные требования, а условия работы не позволяют применять громоздкое промышленное оборудование, предназначенное для работы в цеховых условиях. Мощные инверторы промышленного типа позволяют создавать сварочные комплексы для любого вида дуговой сварки, построенные по модульному принципу на основе одного источника тока. Все инверторы имеют плавную регулировку сварочного тока, а цифровая схема микропроцессора и введение ячеек памяти позволяет организовать запоминание нескольких наиболее часто применяемых режимов сварки. 
НВ – низкочастотный выпрямитель; ИН – инвертор; Тр – трансформатор; ВВ – высокочастотный выпрямитель; Rш – шунт; БУ – блок управления. Рисунок 3.13 Инверторный источник питания Функциональная схема источника питания инверторного и графики напряжений сварочного аппарата приведена на рис. 3.14. В инверторном выпрямителе сравнительно легко получить ломаную внешнюю характеристику, сформированную из нескольких участков. Крутопадающий участок необходим для задания сравнительно высокого напряжения холостого хода, что улучшает первоначальное зажигание дуги. Пологопадающий рабочий участок обеспечивает эффективное саморегулирование при механизированной сварке в углекислом газе. Вертикальный участок ограничивает сварочный ток, что предотвратит прожог при сварке тонкого металла. Он же задает величину тока короткого замыкания. Положение каждого участка настраивается с помощью отдельных регуляторов.
Рисунок 3.14 Функциональная схема источника питания инверторного сварочного аппарата для трехфазного входного напряжения 380 В промышленной частоты Технологические преимущества инверторных сварочных аппаратов: -минимальное разбрызгивание; -сварка короткой дугой; -сварка плохо свариваемых сталей; -минимальный перегрев свариваемого изделия; -высокие КПД и быстродействие; -меньшие габариты по сравнению со сварочными трансформаторами; |
||
|
|
Последнее изменение этой страницы: 2018-05-10; просмотров: 643. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |