|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Дефекты сварочных соединенийПричинами возникновения дефектов сварных швов и соединений являются: низкая квалификация сварщика или неправильно выбранный режим сварки (диаметр электрода, величина тока, скорость сварки и др.).
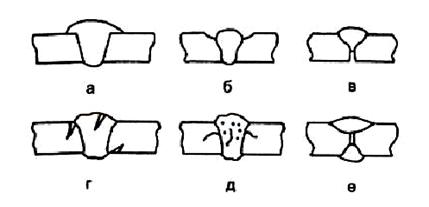
Рисунок 4.3 Виды дефектов сварных соединений
К дефектам сварного шва и сварных соединений относятся: – наплывы (неравномерность ширины и высоты сварного валика по его длине) из-за неравномерной скорости перемещения электрода (рис. 4.3 а); – непровары наружные (рис. 4.3, в) и внутренние (рис. 4.3 е) – отсутствие сплавления наплавленного металла с металлом изделия из-за несоблюдения режимов и техники сварки, применения недостаточного или избыточного тока, слишком быстрого перемещения электрода вдоль шва; – подрезы (рис. 4.3 б) – углубление вдоль шва на основном металле. Образуется из-за неправильного подбора режима сварки; – пористость (рис. 4.3 д) – наличие газовых раковин, шероховатости на поверхности шва в связи с выделением газов из металла, вызываемым наличием влаги во флюсе, ржавчины на поверхности металла и другими причинами; – трещины (рис. 4.3 г) – возникают в металле шва или хрупких околошовных зонах вследствие неравномерного нагрева и охлаждения металла, наличия значительных напряжений и деформаций в металле, повышенной концентрации водорода в швах; – прожог – сквозное проплавление свариваемых изделий из-за применения большой силы тока; – шлаковые включения – образования, появившиеся из-за наличия в металле неметаллических включений или повышенной вязкости шлака; – незаполнение кратера – конец валика имеет углубление вследствие неправильного окончания сварки;  – коробление – следствие местного перегрева металла в зоне сварки. Обязательным заключительным этапом сварки является контроль качества сварных соединений, необходимый для выявления внешних и внутренних дефектов. 12. Контрольные вопросы
1. Назначение покрытия электрода. 2. Каковы особенности сварки плавящимся и неплавящимся электродом? 3. Опишите электрические и тепловые свойства электрической дуги. 4. Виды сварных соединений. 5. Подготовка кромок соединения к сварке. 6. Способы возбуждения дуги. 7. Достоинства и недостатки РДЭС на постоянном токе. 8. Как производят выбор диаметра электрода и силы сварочного тока? 9. Что такое прямая и обратная полярность? 10. Достоинства и недостатки сварки на переменном токе. 57 Лабораторная работа № 5 ОБОРУДОВАНИЕ И ТЕХНОЛОГИЯ ГАЗОВОЙ СВАРКИ Цель работы 1.1 Ознакомиться с технологией газовой сварки; 1.2 Ознакомиться с характеристиками газового пламени; 1.3 Ознакомиться с основным оборудованием газовой сварки; 1.4 Изучить особенности подбора режимов газовой сварки. Задание 2.1 Изучить с преподавателем или учебным мастером оборудование газовой сварки; 2.2 Подготовить сварочный пост, установить необходимые режимы сварки; 2.3 Зажечь ацетиленово-кислородное пламя и произвести сварочные действия. Техника безопасности 3.1. К работе приступать только в специальной одежде с использованием защитных очков; 3.2. Выполнять работу только в присутствии преподавателя или учебного мастера; 3.3 Процесс сварки вести только с включенной приточной вентиляцией; 3.4. Не хватать руками образцы и электрод после наплавки и расплавления. 3.5. При возникновении неполадок с инструментом, приспособлениями и оборудованием немедленно сообщить преподавателю или учебному мастеру.
Оснащение рабочего стола Пост для ручной газовой сварки, газобаллонное оборудование, газовые редукторы, шланги, инжекторная горелка, сварочная проволока Св-08, образцы для сварки(кольца) Последовательность выполнения работы 5.1 Произвести проверку соединения оборудования и шлангов для газовой сварки; 5.2 Произвести настройку режима сварки в зависимости от выбранного типа пламени; 5.3 Открыть вентиль подачи кислорода; 5.4 Открыть вентиль подачи ацетилена; 5.5 Зажечь смесь; 5.6 Произвести контрольную сварку образца, расплавив за один опыт не менее ¾ длины электрода; 5.7 Тушить пламя в обратной последовательности. Отчет о работе Отчет о выполнении лабораторной работы должен содержать следующее: 6.1. Название работы; 6.2. Цель работы; 6.3. Сведения из теории: а) характеристика пламени; б) описание технологии сварки; в) обоснование конструкции оборудования газовой сварки Выводы Работу выполнил: ст.-т___________гр._____________ Работу принял: ___________________________ Газовая сварка металлов Газовая сварка применяется в нашей стране с 1906 г. Сущность процесса газовой сварки заключается в том, что свариваемые детали и присадочный металл расплавляются в пламени газов, сжигаемых с помощью специальной горелки. В качестве горючих газов при газопламенной обработке металл используются ацетилен, водород, природные газы бутан и пропан, их смеси и другие горючие газы, а также пары бензина и керосина. |
||
|
|
Последнее изменение этой страницы: 2018-05-10; просмотров: 355. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |