|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
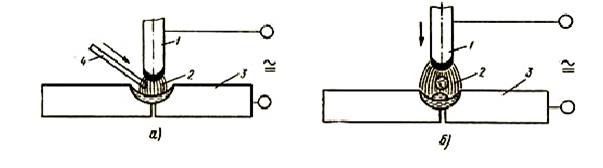
Последовательность выполнения работыПостроение внешней вольтамперной характеристики источника питания переменного тока производится в следующей последовательности: 5.1. Для определения тока короткого замыкания Iк необходимо плотно замкнуть электрод на стол и по показаниям амперметра записать значение тока. 5.2. Напряжение холостого хода Uхх определить по показаниям вольтметра при незамкнутой цепи. 5.3. Рабочий ток и напряжение определить при наплавке валика с постоянной длиной дуги и записать их среднее значение. 5.4. Для получения первой промежуточной точки установить длину дуги 3,5 мм и визуально выдерживая фиксировать среднее значение тока и напряжении. 5.5. Для получения второй промежуточной точки установить длину дуги 4,5 мм и визуально выдерживая фиксировать среднее значение тока и напряжении. 5.6. Для получения третьей промежуточной точки установить длину дуги 5,5 мм и визуально выдерживая фиксировать среднее значение тока и напряжении. 5.7. По полученным данным построить внешнюю вольтамперную характеристику источника питания переменного тока. 5.8. Построить статическую характеристику дуги, используя полученные значения Iк , Uхх и значения тока и напряжения при длине дуги 4,5 мм. 5.9. Для получения промежуточных значений необходимо изменить сварочный ток (от расчетной величины) при помощи дросселя. Длину дуги при сварке установить равной 4,5 мм. 5.10. Для получения первой точки увеличить рабочий ток на 20 % и визуально выдерживая длину дуги 4,5 мм фиксировать значения тока и напряжения. 5.11. Для получения второй точки уменьшить рабочий ток на 20 % и визуально выдерживая длину дуги 4,5 мм фиксировать значения тока и напряжения.  5.12. По полученным данным построить статическую характеристику сварочной дуги. Отчет о работе Отчет о выполнении лабораторной работы должен содержать следующее: 6.1. Название работы; 6.2. Цель работы; 6.3. Список литературы. 6.4.Сведения из теории: а) схему сварочного поста; б) схемы и принцип работы источников питания; в) понятие вольтамперной характеристики источника питания и виды характеристик 6.5. Таблица с экспериментальными данными и характеристики на основе этих данных. Выводы Работу выполнил: ст.-т___________гр._____________ Работу принял: ______________________________ Теоретические основы сущность и разновидности Ручной дуговой сварки Ручная дуговая электрическая сварка (РДЭС) относится к термическим видам сварки (сварке плавлением), где в качестве источника сварочного тепла используется электрическая дуга. Электрическая дуга представляет собой мощный устойчивый электрический разряд между двумя электродами, находящимися под напряжением, в среде ионизированных газов и паров металла. Одним из электродов, как правило, является свариваемое изделие. Дуговая сварка может производиться неплавящимся или плавящимся электродами (рис. 3.1).
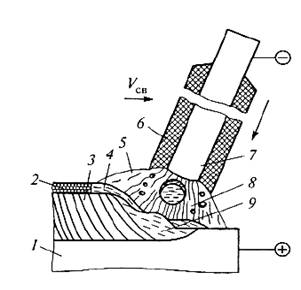
Рисунок 3.1Схема дуговой сварки неплавящимся (а) и плавящимся (б) электродами: 1 – электрод; 2 – дуга; 3 – заготовка; 4 – сварочная проволока В первом случае (рис. 3.1, а) электрод 1 (вольфрамовый или графитовый) служит только для образования дуги, присадочный материал для формирования сварного шва вводится в виде проволоки 4. Во втором случае (рис. 3.1, б) материал электрода плавится и, смешиваясь с расплавленным металлом заготовок, участвует в формировании сварного шва. При РДЭС применяют в основном плавящиеся электроды с покрытием. Схема процесса ручной дуговой сварки плавящимся электродом с покрытием представлена на рис. 3.2. Зажигание электрической дуги 8 между электродом и свариваемыми заготовками производится прикосновением конца стержня электрода 7 к свариваемому изделию 1 и последующим быстрым отводом электрода на расстояние 3-6 мм. Под действием тепла дуги происходит расплавление кромок свариваемых заготовок, а также электродного металла, который в виде капель переходит в ванну основного расплавленного металла и смешивается с ним, образуя так называемую металлическую ванну 9. Вместе со стержнем электрода плавится и его покрытие 6, при этом вокруг дуги
Рисунок 3.2 Схема ручной дуговой сварки образуется газовая защитная оболочка 5, а на поверхности расплавленного металла жидкая шлаковая ванна 4, защищающая его от вредного влияния атмосферы. Металлическая и шлаковая ванны вместе образуют сварочную ванну. В процессе сварки по мере оплавления электрода последний постепенно опускают для поддержания постоянной длины дуги, а также перемещают его вдоль оси шва со скоростью Vсв. При этом ранее образовавшаяся металлическая ванна, остывая, затвердевает, образуя, сварной шов 3, а шлаковая ванна, остывая, превращается в шлаковую корку 2. В зависимости от вида, используемого для образования дуги электрического тока РДЭС может проводиться на постоянном и переменном токе. К преимуществам дуговой электрической сварки на постоянном токе следует отнести устойчивое горение дуги и возможность большего или меньшего разогрева изделия за счет использования прямой или обратной полярности. Недостатками являются низкий коэффициент полезного действия сварочных агрегатов постоянного тока (0,3…0,6) и значительный расход электроэнергии на 1 кг наплавленного металла (22...36 МДж).
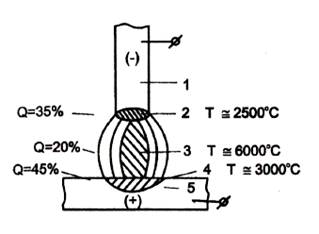
Рисунок 3.3 Схема сварочной дуги |
||
|
|
Последнее изменение этой страницы: 2018-05-10; просмотров: 349. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |