|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Постоянного тока прямой полярности
Схема сварочной дуги постоянного тока прямой полярности показана на рис. 3.3. Сварочная дуга состоит из катодного пятна 2, которое образуется на электроде 1, столба дуги 3, анодного пятна 4, образующегося на аноде 5. Катодом является плавящийся электрод, анодом свариваемая заготовка. При обратной полярности катодом является изделие, а анод электрод. Сварка на переменном токе характеризуется следующими достоинствами: более дешевое сварочное оборудование, меньшие габариты и масса, а также простота его эксплуатации, достаточно высокий КПД сварочных трансформаторов (0,8…0,85); сравнительно малый расход электроэнергии (11...14 МДж на 1 кг наплавленного металла). Особенности сварочной дуги переменного тока по сравнению со сварочной дугой постоянного тока заключаются в том, что мгновенные значения переменного тока 100 раз в секунду переходят через ноль (переменный ток промышленной частоты имеет частоту 50 периодов в секунду), вследствие чего меняет свое местонахождение катодное пятно 2, являющееся источником вылета электронов. Поэтому при прочих равных условиях ионизация дугового промежутка получается менее стабильной и сварочная дуга менее устойчива.
Оборудование для проведения РДЭС
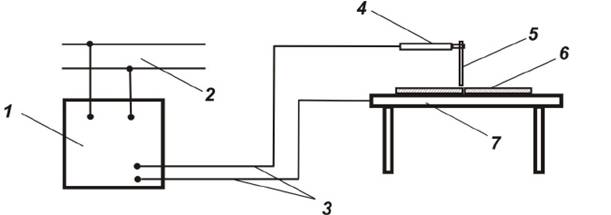
Все работы на производстве выполняются на рабочих местах. Рабочим местомназывают закрепленный за рабочим или бригадой рабочих участок производственной площади, оснащенной оборудованием в соответствии с требованиями определенного технологического процесса. Рабочее место для проведения сварочных работ называется сварочным постом. Сварочный пост РДЭС оборудуется рабочей кабиной размером 2-2,5 м. Стенки кабины могут быть сделаны из тонкого металла, фанеры, брезента. Фанера и брезент должны быть пропитаны огнестойкими составами. Пол в кабине должен быть из огнестойкого материала (кирпич, бетон, цемент). Стенки окрашивают красками, хорошо поглощающими ультрафиолетовые лучи (цинковые или титановые белила, желтый крон). Освещенность кабины должна быть не менее 80 – 100 люкс. Кабину оборудуют местной вентиляцией с воздухообменом 40 м3/час на каждого работающего.  В состав сварочного оборудования входят (рис. 3.4): источник сварочного тока и электрододержатель с гибким кабелем. Сварку заготовок производят на рабочем столе 7. Крышку стола изготавливают обычно из чугуна толщиной 20-25 мм. Сварочные провода 3 служат для подвода тока от источника к электрододержателю и свариваемому изделию. Электрододержатели снабжают гибким изолированным проводом, сплетенным из большого
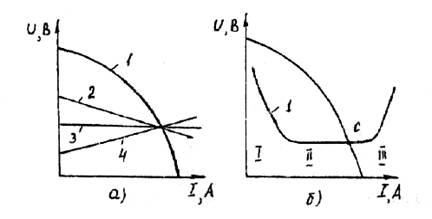
1 - источник сварочного тока; 2 - промышленная электрическая сет; 3 - гибкие провода; 4 - электрододержатель; 5 - электрод; 6 - свариваемые заготовки; 7 - рабочий стол Рисунок 3.4 Схема поста РДЭС количества медных, отожженных и просушенных проволочек диаметром 0,18- 0,2 мм. Применять провод длиной более 30 м не рекомендуется, т.к. это вызывает значительное падение напряжения в сварочной цепи. Для присоединения провода к изделию применяют винтовые зажимы, в которые конец провода впаивают твердым припоем. Зажимы должны обеспечивать плотный контакт со свариваемым изделием. Обязательно используются средства защиты от светового и ультрафиолетового излучения дуги и капель расплавленного металла. Это защитный щиток или шлем-маска со светофильтрами, а также защитная одежда из огнестойкого материала. Для зачистки швов и удаления шлака применяют проволочные щетки – ручные и с электроприводом. Для клеймения швов, вырубки дефектных мест, удаления брызг и шлака служат клейма, зубила и молотки. Для хранения электродов при сварке на монтаже применяют брезентовые сумки длиной 300 мм, подвешиваемые к поясу сварщика. В стационарных условиях для этой цели используют стаканы, изготовленные из обрезка трубы диаметром 50-75 мм, длиной 300 мм, с приваренным донышком-подставкой. Источниками сварочного тока являются: постоянного – сварочные генераторы и выпрямители, переменного – сварочные трансформаторы. Каждый источник тока имеет внешнюю вольтамперную характеристику (ВАХ), зависимость напряжения на его выходных клеммах от тока в сварочной цепи. Внешние характеристики могут быть следующими: крутопадающей 1, пологопадающей 2 , жесткой 3, возрастающей 4 (рис. 3.5, а). 9
Рисунок 3.5Вольт-амперные характеристики источников сварочного тока (а) и электрической дуги (б)
Электрическая дуга имеет свою вольтамперную характеристику1 (рис. 3.5, б), представляющую зависимость напряжения дуги от тока в сварочной цепи (I- участок с падающей, II- участок с жесткой и II I- участок с возрастаей ВАХ). Источник тока выбирают в зависимости от вольтамперной характеристики дуги. Так, для ручной дуговой сварки используют дугу с жесткой ВАХ, когда напряжение практически не зависит от тока - II (рис. 3.5, б), а для ее питания источник тока с крутопадающей характеристикой- 1 (рис. 3.5, а). Точка пересечения ВАХ дуги и ВАХ источника тока (точка С на рис. 3.5, б) соответствует режиму устойчивого горения дуги.
|
||
|
|
Последнее изменение этой страницы: 2018-05-10; просмотров: 438. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |