|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Общая характеристика источников сварочного токаИсточники сварочного тока можно разделить на две группы по виду применяемого тока: - источники переменного тока (сварочные трансформаторы); - источники постоянного тока (сварочные преобразователи, полупроводниковые выпрямители и инверторы). Источники питания сварочной дуги должны удовлетворять следующим требованиям: – напряжение холостого хода должно быть достаточным для зажигания дуги, но не превышать безопасную для человека величину (60–65 В); – мощность источника тока должна быть достаточной для питания дуги необходимой величиной сварочного тока; – источники сварочного тока должны иметь устройства для плавного регулирования тока в нужных для сварки пределах; – источники сварочного тока должны быть устойчивыми к коротким замыканиям; – источники питания должны иметь небольшой вес, размеры и эксплуатационную надежность; – источники сварочного тока должны иметь определенную внешнюю (вольтамперную) характеристику. Сварочный трансформатор – это аппарат, преобразующий переменное напряжение сети в переменное напряжение для сварки (как правило, понижает переменное напряжение до значения менее 141 В). В зависимости от конструкции магнитоэлектрической системы сварочные трансформаторы делятся на две большие группы. 1. Трансформаторы с увеличенным магнитным рассеиванием. Эти источники питания в свою очередь делятся на три подгруппы: с подвижными катушками (рис. 3.6), с магнитным шунтом (рис. 3.7, 3.8) и со ступенчатым (витковым) регулированием.
1 – магнитопровод; 2 – вторичная (понижающая) обмотка; 3 – сетевая обмотка; 4 – конденсатор; 5 – механизм перемещения вторичной обмотки.  Рисунок 3.6. Общий вид, электрическая схема и вольтамперная характеристика трансформатора типа ТС500 (ТСК500) В трансформаторах с увеличенным магнитным рассеиванием вторичная обмотка может перемещаться по магнитопроводу. При нагрузке вокруг обмоток трансформатора образуются магнитные потоки Φ1 и Φ2, проходящие в основном по сердечнику и складывающиеся в общий поток Φ0. Часть магнитных силовых линий рассеивается и не проходит через сердечник, а замыкается через воздух. Потоки Φ1 и Φ2 называют потоками рассеивания. С увеличением нагрузки на трансформатор потоки Φ1 и Φ2 возрастают, индуктируют в обмотках ЭДС самоиндукции, противодействующую основной ЭДС. При этом напряжение падает до нуля. Регулирование силы сварочного тока производят изменением расстояния между обмотками. При увеличении этого расстояния магнитные потоки Φ1 и Φ2 увеличиваются, в результате чего основной поток и сила тока на дуге уменьшаются. 2. Трансформаторы с нормальным магнитным рассеиванием и дополнительной реактивной обмоткой (СТЭ, РСТЭ, СТН) (рис. 3.7,3.8).
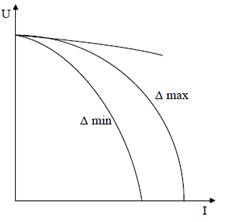
I, II, III – первичная, вторичная и реактивная обмотки; П – подвижный пакет сердечника дросселя; S – воздушный зазор в сердечнике. Рисунок 3.7 Схема и вольтамперная характеристика сварочного трансформатора типа СТЭ При работе трансформатора обмотки создают в сердечнике магнитные потоки: Φ1 — поток первичной обмотки; Φ2 — поток вторичной обмотки; Φ3 — поток реактивной обмотки. Потоки Φ1 и Φ2 направлены навстречу друг другу и образуют равнодействующий поток трансформатора Φ0=Φ1– Φ2. При нагрузке магнитный поток реактивной обмотки Φ3 размагничивает общий поток, так как имеет одинаковое с Φ2 направление. При коротком замыкании магнитный поток Φ3 становится большим, а общий поток Φ0=Φ2–Φ3 — минимальным. Напряжение на дуге будет равным нулю, а ток — току короткого замыкания. Таким образом, взаимодействие магнитных потоков обеспечивает падающую внешнюю характеристику. Регулирование силы сварочного тока осуществляется изменением магнитного потока реактивной обмотки Φ3, который меняется при изменении зазора между подвижной частью магнитопровода и основным магнитопроводом. Увеличение зазора ведет к уменьшению потока Φ3 и, следовательно, к возрастанию силы сварочного тока и наоборот.
I, II, III – первичная, вторичная и реактивная обмотки; П – подвижный пакет сердечника дросселя; S – воздушный зазор в сердечнике. Рисунок 3.8 Схема сварочного трансформатора типа СТН
I – первичная обмотка; II – вторичная обмотка основная; II*– вторичная обмотка реактивная; 1 – магнитный шунт; 2 – винтовой механизм регулятора сварочного тока Рисунок 3.9 Схема сварочного трансформатора типа СТАН Сварочный преобразователь. Наибольшее распространение получили генераторы с падающими внешними характеристиками, работающие по трем основным магнитоэлектрическим схемам: - сварочный преобразователь с генератором независимого возбуждения и последовательной размагничивающей обмоткой; - сварочный агрегат с генератором с намагничивающей параллельной и размагничивающей последовательной обмотками возбуждения; - сварочный выпрямитель. Однопостовой сварочный преобразователь ПСО-500(рис. 3.10) состоит из двух машин: из приводного электродвигателя 2 и сварочного генератора ГСО-500 постоянного тока, расположенных в общем корпусе 1. Якорь 5 генератора и ротор двигателя расположены на общем валу, подшипники которого установлены в крышках корпуса преобразователя. На валу между электродвигателем и генератором находится вентилятор 3, предназначенный для охлаждения агрегата во время его работы.
1 - корпус, 2 - электродвигатель, 3 - вентилятор, 4 - катушка полюсов, 5 - якорь генератора, 6 - коллектор, 7 - токосъемник, 8 - маховичок для регулирования тока, 9 - сварочные зажимы, 10 - амперметр, 11 - пакетный выключатель, 12 - коробка пускорегулирующей и контрольной аппаратуры преобразователя. Рисунок 3.10 Схема сварочного преобразователя ПСО-500 Якорь генератора набран из тонких пластин электротехнической стали толщиной до 1 мм и снабжен продольными пазами, в которых уложены изолированные витки обмотки якоря. Концы обмотки якоря припаяны к соответствующим пластинам коллектора 6. На полюсах магнитов насажены катушки 4 с обмотками из изолированной проволоки, которые включаются в электрическую цепь генератора. Генератор работает по принципу электромагнитной индукции. При вращении якоря 5 его обмотка пересекает магнитные силовые линии магнитов, в результате чего в обмотках якоря наводится переменный электрический ток, который с помощью коллектора 6 преобразуется в постоянный; с щеток токосъемника 7 при нагрузке в сварочной цепи ток течет с коллектора к зажимам 9. Пускорегулирующая и контрольная аппаратура преобразователя смонтирована на корпусе 1 в общей коробке 12. Сварочный агрегат. Преобразует механическую энергию двигателя внутреннего сгорания (бензиновый или дизельный) в электрическую напряжением и током, необходимым для сварки (рис.3.11). Конструктивно состоит из двигателя внутреннего сгорания и сварочного генератора с самовозбуждением. Генератор работает следующим образом. Магнитный поток Φн, создаваемый обмоткой, противоположен по направлению магнитному потоку Φр. На холостом ходу, когда сварочный ток равен нулю и размагничивающая обмотка (ОР) не действует, ЭДС генератора создается только магнитным потоком Φн.
1 – генератор; 2 – двигатель; 3- регулятор скорости вращения; 4 – бак с горючим; Фн – магнитный поток намагничивающей обмотки; Фр – магнитный поток размагничивающей обмотки. Рисунок 3.11 Сварочный агрегат При нагрузке сварочный ток начинает создавать магнитный поток Φр, направленный навстречу потоку Φн. Результирующий магнитный поток генератора Φрез равен разности потоков Φн и Φр: Φрез=Φн–Φр. Благодаря этому с увеличением сварочного тока результирующий магнитный поток, ЭДС и напряжение генератора уменьшаются. Силу сварочного тока генератора можно регулировать реостатом (плавная регулировка) и переключением числа витков обмотки ОР (грубая регулировка). Сварочный выпрямитель Преобразует переменный ток промышленной частоты в постоянный напряжением и величиной, необходимыми для сварки (рис.3.12). Конструктивно состоит из понижающего трансформатора и выпрямительного блока. В отличие от преобразователей, сварочные выпрямители просты в изготовлении и надежны в эксплуатации, имеют более высокий КПД и меньшие потери холостого хода. Основные узлы выпрямителей: понижающий трансформатор, выпрямительный блок из селеновых, кремниевых или германиевых полупроводниковых вентилей; регулирующее устройство и система принудительной вентиляции.
1 – выпрямительный блок; 2 – выдвижные ручки для передвижения выпрямителя; 3 – предохранители; 4 –блок аппаратуры; 5 – вентилятор; 6 – ветровое реле; 7 – силовой трансформатор; 8 – вторичная обмотка; 9 – первичная обмотка; 10 – амперметр; 11- сигнальная лампа; 12 – кнопки включателя; 13 – скобы; 14 – рукоятка регулирования тока; 15 – переключатель диапазонов тока; 16 – шина заземления; 17 – токовые разъемы; 18 – болт заземления; 19 – разъем для подключения сети. Рисунок 3.12 Сварочный выпрямитель Выпрямительный блок состоит из силовых диодов (неуправляемый выпрямитель). Регулировка режимов сварки комбинированная: - ступенчатая за счет переключения обмоток с треугольника на звезду; - и плавная за счет изменения зазора между обмотками трансформатора Регулирование сварочного тока осуществляется регулятором понижающего трансформатора или дополнительными балластными реостатами (сопротивлениями), включенными последовательно в цепь сварочной дуги. |
||
|
|
Последнее изменение этой страницы: 2018-05-10; просмотров: 1169. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |