|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Погрешности измерений, зависящие от измерительного усилия.Погрешности от измерительного усилия могут быть разделены на 3 группы: А)погрешности возникающие в результате упругих деформаций в зона контакта измерительного наконечника с поверхностью. Значение контактной деформации зависит от макс величины измерительного усилия, материала наконечника и материала, формы контактных поверхностей. Б)погрешности в результате упругих деформаций детали исключая зону контакта. Будут возникать при измерении деталей небольшого диаметра, закрепленных в центрах или консольно, а так же при измерении тонкостенных деталей. В)погрешность в результате упругих деформаций установочного узла. Величина прогиба стойки и штатива приведены в стандартах. Наибольшее влияние они будут оказывать при измерении погрешности формы. Величина погрешности зависит от перепада измерительного усилия в момент реверса. Например, при измерении отклонения от круглости. Измеряемая деталь проталкивается под измерительным наконечником. Под действием измерительного усилия стойка будет изгибаться. При достижении наибольшего или наименьшего размера будет происходить изменение направления перемещения наконечника, и резкое изменение измерительного усилия. В результате этого некоторое время при изменении размера изменение показаний происходить не будет, а стойка с отсчетным устройством будет следовать за поверхностью детали до новой величины изгиба.
Оценка влияния допусков формы при контроле параллельности осей отверстий. хз Виды установочных мер и основные требования, предъявляемые к ним. Установочная мера – это мера, с помощью которой измерительное устройство настраивается на нулевое положение, относительно которого определяется значение измеряемого размера.  К установочным мерам предъявляют следующие требования: -максимальное подобие измеряемой детали -точность размеров, отклонений формы и расположения. -возможность аттестации с требуемой точностью Установочные меры делятся на универсальные и специальные. Универсальные установочные меры. Наиболее распространены плоско-параллельные КМД. Обычно КМД не удовлетворяют требованию по мак подобию измеряемой детали. Это основной недостаток КМД. Меры комплектуются в наборы. Всего существует 21 набор КМД. Наборы комплектуются так, что бы обеспечить воспроизведение любого размера с точностью до 0,001 мм из наименьшего количества мер. Существует 2 ряда точности КМД: классы и разряды. Класс точности – это ряды допусков на изготовление в зависимости от номинального размера. ГОСТ 9038-73 устанавливает 5 классов точности(00,0,1,2,3). Для повышения точности мера может быть аттестована на разряды 1-5. Для этого определяют действительный размер мер, которые используются при настройке. В качестве погрешности принимают допускаемую погрешность измерения меры. 1 разряд: ±(0,02+0,2L) мкм 2 разряд: ±(0,05+0,5L) 3 разряд: ±(0,1+L) 4 разряд: ±(0,2+2L) 5 разряд: ±(0,5+5L),где L-размер меры в м. Специальные установочные меры – это меры практически полностью воспроизводящие деталь. Разрешается допускать небольшие упрощения в конструкции, которые не влияют на погрешность измерения и жесткость детали. Основная трудность заключается в точности изготовления этой меры и аттестации ее с требуемой точностью. Оценка влияния формы при контроле расположения цилиндрических наружных поверхностей.
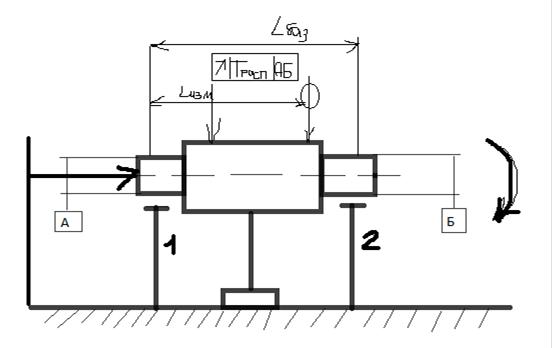
худший случай с точки зрения базированияэто отсутствие отклонения форм в районе упор 1 и максимальное отклонение формы в районе упора 2
|
||
|
|
Последнее изменение этой страницы: 2018-06-01; просмотров: 671. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |