|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
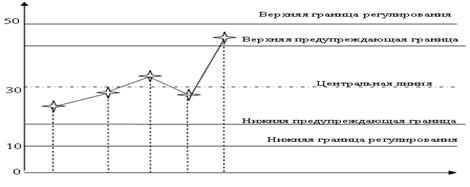
Что за метод «диаграмма управляемости»? Что надо иметь для применения «диаграммы управляемости»? Основные параметры построения.Диаграмма управляемости (контрольная карта Шухарта) — это способ графического представления результатов технологических или других процессов в порядке их выполнения. КК предназначены для мониторинга процессов с целью их анализа, регулирования и контроля. Суть метода: показывает насколько управляем процесс и каков разброс параметра, контролирует характеристики процесса с частотными выходами и выявляет соответствие его нормальному распределению или потере управляемости. Для анализа каких характеристик процесса рационально использовать КК? Параметры построения: 
Особенности метода
Признаки особой изменчивости сигнализируют о нарушении стабильности (управляемости) процесса: • выход точек за верхнюю или нижнюю границы контрольной карты • 7 или более точек подряд лежат по одну сторону от средней линии • более 6 точек монотонно возрастают или убывают |
||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 419. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |