|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Тяговый расчет ленточных конвейеровЦелью тягового расчета является определение натяжения ленты в характерных точках конвейера. Для решения этой задачи используют метод обхода по контуру. Обход начинают с точки минимального натяжения ленты. Чаще – это место схода ленты с приводного барабана. Предварительно определяют распределенные массы (Н / м): - от массы транспортируемого груза:
где g = 9,81 м / с2 – ускорение свободного падения; - от вращающихся частей рабочих роликоопор
где mp – масса рабочей роликоопоры; lр – расстояние между роликоопорами; - от вращающихся частей холостых роликоопор
где mх – масса холостой роликоопоры; lх – расстояние между роликоопорами; - от массы ленты
где g – плотность материала ленты; В – ширина ленты; dл – толщина ленты; i – число прокладок ленты; dп – толщина прокладки; d1иd2 – толщина резиновой обкладки на рабочей и холостой стороне ленты.
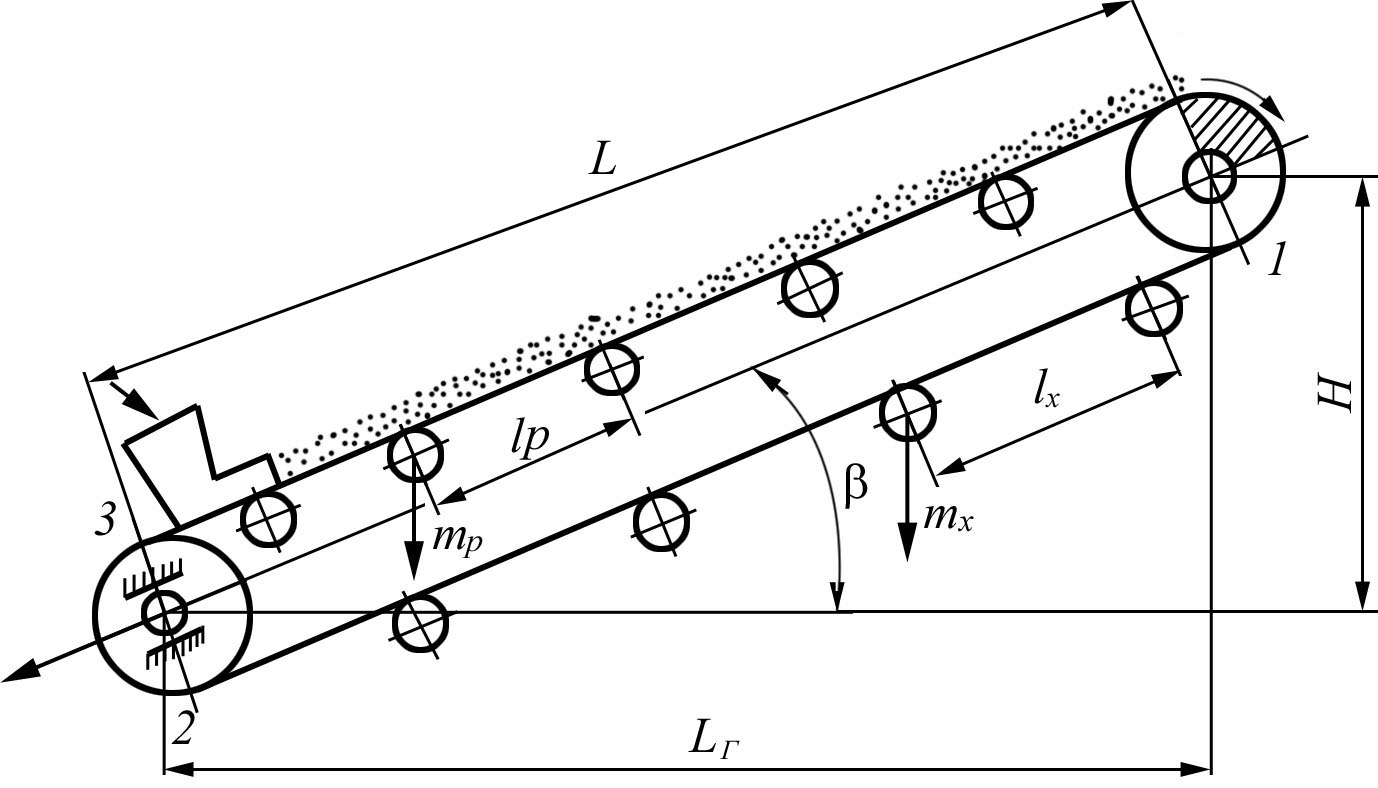
Рисунок 21.6 – Расчетная схема ленточного конвейера На расчетной схеме (рисунок 21.6) показывают характерные точки конвейера, двигаясь по ходу конвейера из точки 1. Натяжение ленты в точке 1 неизвестно, поэтому
Натяжение ленты в точке 2
где W1-2 – сопротивление перемещению ленты на участке 1 – 2:
гдеw – общий коэффициент сопротивления движению ленты (0,03…0,04). Знак «плюс» используется при подъеме лены, знак «минус» – при опускании. Т. к. Lsinβ = H, то
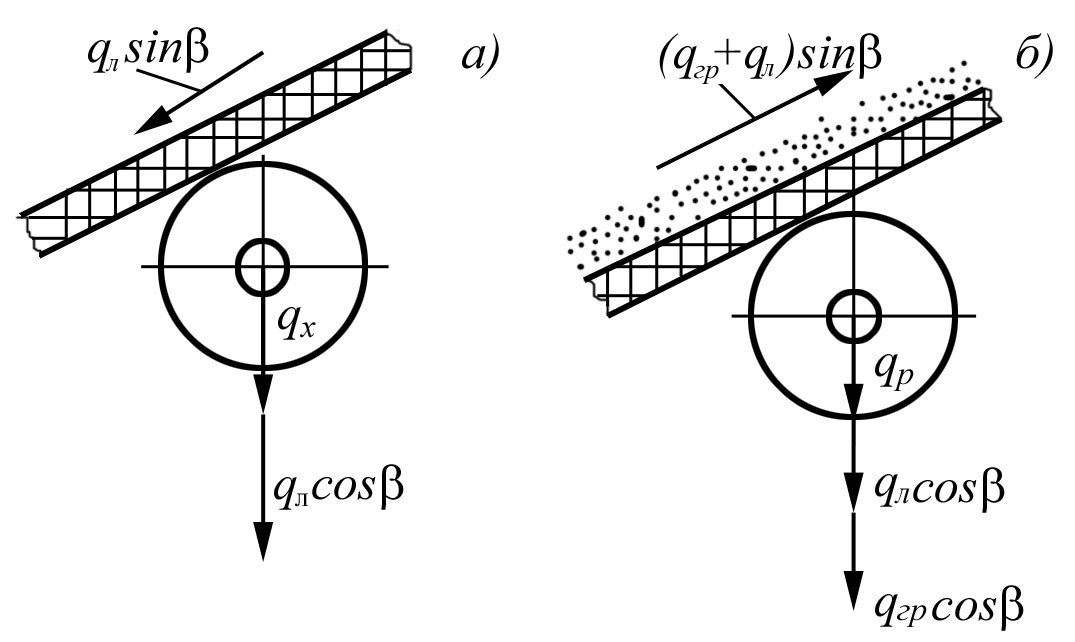
Рисунок 21.7 – Нагружение ролокоопоры на холостом (а) и рабочем (б) участке конвейера
Повышение натяжения ленты в точке 3, обусловлено поворотом ленты на 1800 на натяжном барабане 
где k1 – коэффициент сопротивления повороту ленты (1,05…1,08). Натяжение ленты в точке 4
где W3-4 – сопротивление перемещению ленты на участке 3 – 4:
В результате решения этих уравнений будет получена зависимость
В это выражение входит две неизвестные величины, поэтому необходимо дополнительное уравнение, в качестве которого используется уравнение Эйлера, т. к. принцип действия ленточных конвейеров аналогичен ременной передаче:
где е = 2, 73 – основание натурального логарифма;f – коэффициент трения ленты о барабан; α – угол обхвата лентой барабана. Решая совместно уравнения (21.28) и (21.29) находят F1иF4, а потом и остальные усилия. Окружное усилие на приводном барабане
По этому усилию уточняется число прокладок ленты
где n0 – коэффициент запаса прочности; kp – предел прочности прокладки; В – ширина ленты. По числу прокладок определяют диаметр барабана
где а – коэффициент (125…160). Требуемая мощность двигателя
где k = 1,1 – коэффициент запаса; ηпр– к.п.д. привода; ηб– к.п.д. барабана. По этим данным подбирают стандартный двигатель. Передаточное число приводной станции
где nб– частота вращения барабана
По этим данным подбирается стандартный редуктор и другие элементы привода. Лекция № 22 (2 часа)
ПЛАСТИНЧАТЫЕ КОНВЕЙЕРЫ План лекции
22.1 Общие сведения 22.2 Расчет пластинчатых конвейеров. 22.3Тяговый расчет пластинчатых конвейеров.
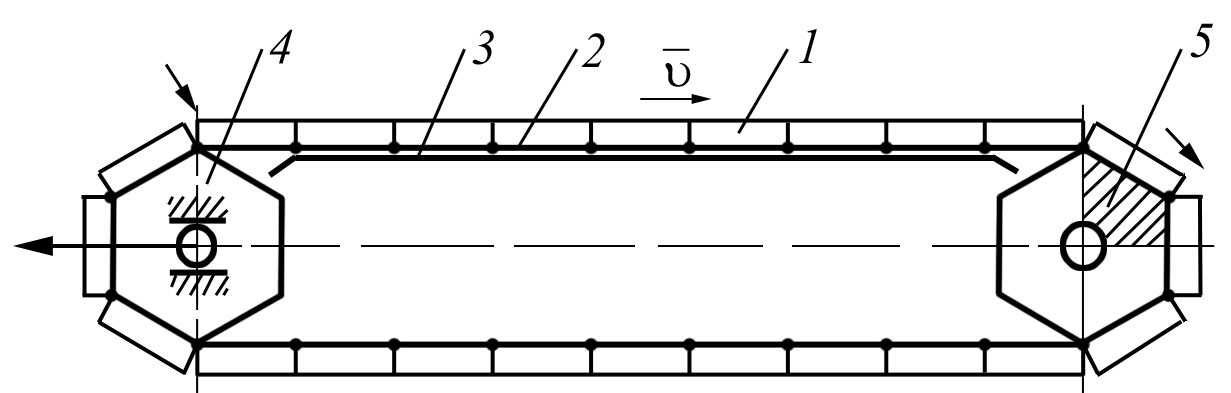
Общие сведения Эти конвейеры относятся к числу цепных, поскольку в качестве тягового элемента в них используется пластинчатая втулочно-катковая цепь. Роль грузонесущего элемента играет металлический настил (рисунок 22.1).
Рисунок 22.1 – Пластинчатый конвейер: 1 – настил; 2 – тяговый орган (цепь);3 – направляющая; 4 – звездочка натяжная; 5 – звездочка приводная
Пластинчатые конвейеры применяют для транспортировки насыпных и штучных грузов. Они характеризуются следующими параметрами: производительность до 2000 т/ч; скорость – до 0,35 м/с (до 1 м/с); длина трассы – до 2 км; угол наклона – 35…600. Преимущества: - способны перемещать более широкий ассортимент грузов: крупнокусковые, острокромочные и горячие; - способны совмещать технологические операции с перемещением груза; - способны образовывать большее разнообразие трасс перемещения; - более высокая производительность за счет увеличения сечения груза; - спокойный и бесшумный ход; - более крутой подъем груза. Недостатки: - значительная масса и повышенная стоимость ходовой части; - более сложная технология изготовления; - повышенный износ ходовой части; - большее сопротивление перемещению. Классификация: 1. По принципу транспортирования – для насыпных, штучных и длинномерных грузов. 2. По расположению в пространстве – стационарные и передвижные. 3. По конфигурации трассы – горизонтальные, наклонные, комбинированный; вертикально- и горизонтально замкнутые. 5. По количеству цепей – 1, 2-х, 3-х и 4-х –цепные. Основным элементов пластинчатых конвейеров является настил, который крепится между двумя цепями. Настил состоит из отдельных пластин или лотков (рисунок 22.2).
Рисунок 22.2 – Промышленный вариант пластинчатого конвейера Параметры настилов стандартизированы (ГОСТ 22281-76).
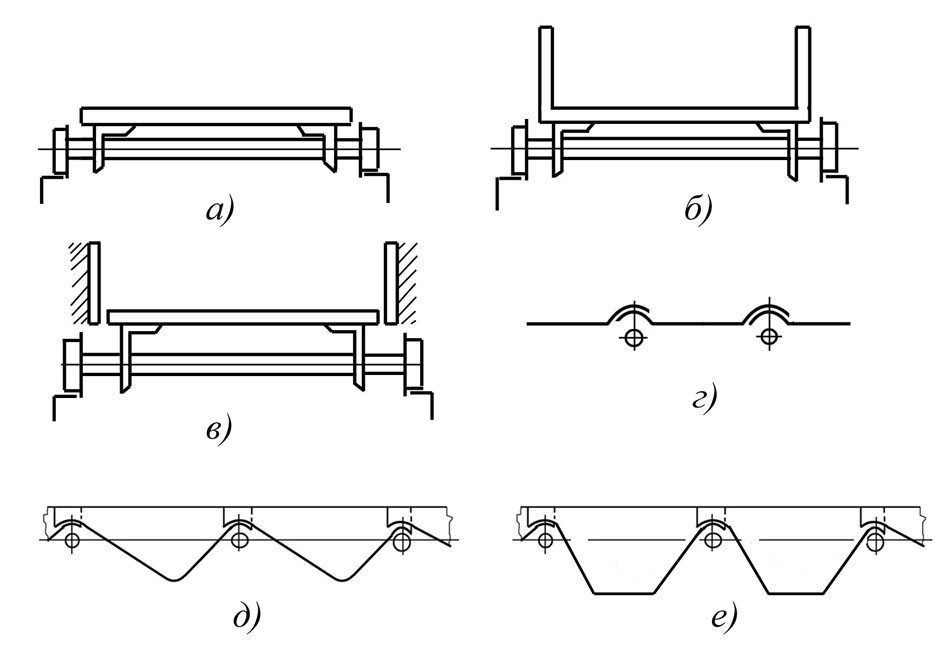
Рисунок 22.3 – Схемы настилов: а – безбортовой плоский разомкнутый настил для штучных грузов; б – плоский подвижный бортовой настил; в – плоский неподвижный бортовой настил; г – безбортовой волнистый настил типа В; д – коробчатый мелкий настил типа КМ; е – коробчатый глубокий настил типа КГ
Тяговым элементом пластинчатых конвейеров служат две пластинчатые катковые цепи с шагом 80, 100, 125, 160, 200 мм и т. д. У катковых цепей катки служат опорными элементами, при помощи которых сила тяжести настила и транспортируемого груза передается на станину конвейера. Плоский настил изготавливают из деревянных планок или стальных пластин, коробчатые настилы штампуют из стальных листов толщиной 4…10 мм. |
|||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 1413. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
 ,
,
 ,
,
 ,
,
 ,
,
 .
.
 ,
,

 ,
,
 .
.
 ,
,
 .
.
 .
.
 .
.
 ,
,
 .
.
 ,
,
 ,
,
 ,
,
 ,
,
 ,
,