|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
По назначению ножи подразделяют на столовые, буфетные, кабинетные, хозяйственные, ремесленно-промысловые, складные.Ножи столовыепредназначены для сервировки стола. Для изготовления их используют обычно высококачественные, эстетически выразительные материалы, покрытия, отделки — нержавеющую сталь, мельхиор, нейзильбер, пластмассу, древесину с красивым рисунком. Ручки столовых ножей разнообразны по отделке: гладкие — без окантовки и рисунка; с окантовкой — с чеканным узором или фигурной рамкой по краям ручки; с простым рисунком — чеканный узор, поле которого на одном уровне с поверхностью ручки; с рельефным рисунком — чеканный выпуклый узор, поле которого ниже уровня поверхности ручки; с декоративными покрытиями — рельефный рисунок, поле узоров которого инкрустировано художественно-декоративным оксидированием или покрыто цветными влагостойкими лаками. Ручки могут быть блестящими, матовыми, комбинированными. Клинки ножей бывают широкими, узкими, с прямым обушком или с выемкой на нем. Носовая часть клинка закруглена. Выпускают также столовые ножи с оригинальным треугольным сечением (лопаткообразным) клинка. Столовые ножи из нержавеющей стали выпускают с клинками различной длины: с длинными (длина клинка более 50% общей длины ножа) типов НДС — длина 215-235 мм, НДД — 190-210, НДР — 190-210 мм; с короткими (длина клинка менее 50% общей длины ножа) типов НКС — длина 190—210 мм, НКД — 165—185, НКМ — 165—185 мм. Буквы означают: Н — нож, Д — длинный, вторая буква Д — десертный, С — столовый, Р — для сыра, масла, К — короткий, М — малый (детский), В обозначении комбинированных (составных) ножей в конце маркировки типа добавляют букву «К». Толщина клинка ножей всех типов должна быть не менее 2 мм. Столовые ножи из углеродистой стали и алюминиевых сплавов изготовляют двух типов — столовые {длиной 215—235 мм) и десертные (190—210 мм). Толщина клинка этих ножей 0,7—2 мм. 
Ручки столовых ножей из углеродистой стали покрывают никелем {толщина не менее 9 мкм) или хромом (не менее 3 мкм), из алюминиевых сплавов анодируют, шлифуют, полируют. Клинки ножей остро затачивают под углом 30—50° с одной {правой или левой) или с двух сторон. На клинке до 20 мм от ручки допускается притупление лезвия, а на всей длине или части его — зубцы (пилка).
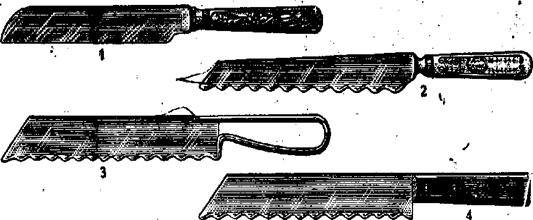
1-нож буфетный общего назначения; 2-нож-пила для хлеба одностальной; 3-нож-пила для хлеба с проволочной ручкой; 4-но-пила для хлеба со склепной ручкой.
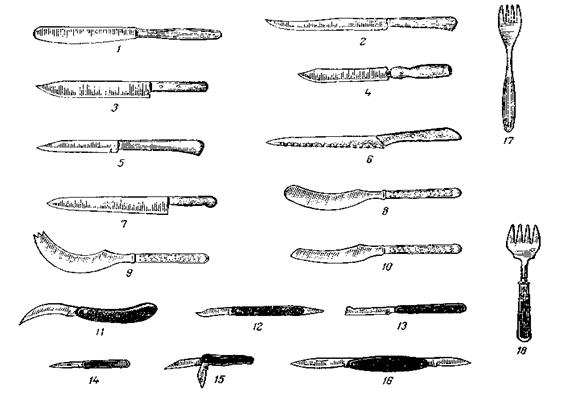
Ножи и вилки Ножи: 1-столовый цельностальной, с ручкой фасонной с гранями; 2-хозяйственный, с узким лезвием, с насадной фасонной ручкой; 3- то же, с прямым клинком и склепанной ручкой; 4-хлеборезный; 5-кухонный коренчатый; 6-нож-пила кухонный с накладной склепанной ручкой; 7-поварской филейный; 8-для масла; 9-для сыра; 10-для икры; 11-садовый; 12-прививочный; 13-окулировочный; 14-складной однолезвийный; 15-то же, с двухлезвийный однобочковый; 16-то же, двухбочковый. Вилки: 17-столовая цельностальная, с фасонной ручкой; 18-для консервов.
Ножи буфетныепо материалу изготовления, отделке аналогичны столовым ножам, но имеют клинок другой формы, что обусловлено функциональным назначением ножа. Нож-пила для хлеба (длина 280 мм) благодаря острому тонкому концу клинка и крупной волнообразной режущей кромке лезвия удобен для нарезания хлеба. Нож-пила для лимона (длина 170—195 мм) имеет зубчатое, мелкое, острое лезвие, которым удобно разрезать без выдавливания сока и сминания мякоти лимоны и другие цитрусовые. Нож для фруктов (длина 175 мм) с узким, остроносым клинком, приспособленным для удаления сердцевины плода. Нож для масла имеет серповидный широкий клинок, удобный для намазывания масла. У ножа для сыра также серповидный клинок, но с глубокими острыми зубцами на конце, что удобно для нарезания и накалывания сыра. Нож транжирный с узким длинным клинком, предназначен для нарезания ломтиками вареного мяса. Этот нож комплектуется с двурогой вилкой, которой удерживают и раскладывают мясо. Ножи кабинетныепредназначены для резания бумаги, газет, корреспонденции. Изготавливают их из металлических и неметаллических материалов. Клинок имеет разнообразные формы с высокохудожественной отделкой.
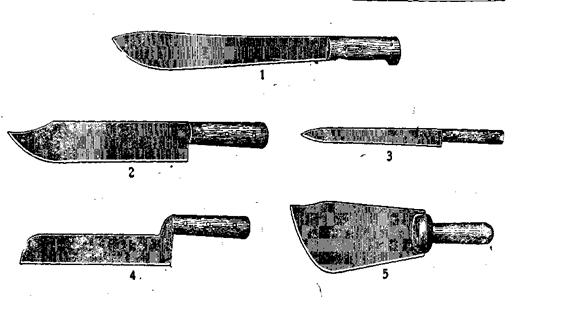
Ножи хозяйственныеиспользуют для нарезания хлеба, мяса, рыбы, овощей, фруктов. Ножи гастрономические 1-рыбный; 2-колбасный широкий; 3-филейный узкий; 4-сырный с коленом; 5-калачный.
Эти ножи не используют для сервировки стола, поэтому их изготовляют из более дешевых материалов, с более простой отделкой. Клинок обычно из углеродистой стали, ручки — деревянные или пластмассовые, как правило, без художественного оформления. В зависимости от назначения общая длина этих ножей 165—360 мм, длина клинка — соответственно 60—245, ширина клинка 11—62, толщина — 0,7—4,5 мм. Хозяйственные ножи для обработки овощей и фруктов имеют небольшие размеры. Ножи для фигурной нарезки овощей и фруктов изготавливают с гофрированным клинком. Ножи для нарезки других продуктов имеют клинок прямоугольного сечения, с широкой (более 5 мм) фаской (выемкой) на лезвии, что удобно как для заточки ножа, так и для нарезания продукта. К ремесленно-промысловымножам относят скорняжные, сапожные, шорные, переплетные, рыбные и т.д. ножи. Их изготавливают из инструментальной углеродистой стали, без покрытия, шлифованными или полированными. Ручки — накладные или всадные.
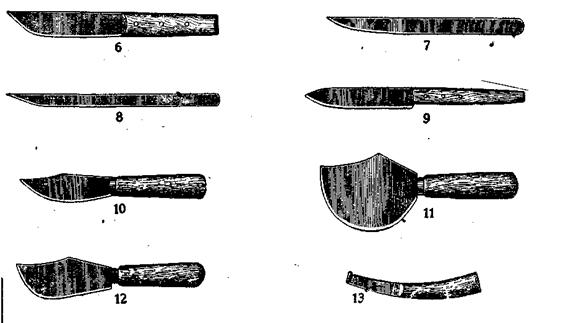
6-сапожный широкий; 7-8-клинки сапожных ножей; 9-переплетный; 10-скорняжный; 11-12-шорные-крупный и средний; 13-копытный
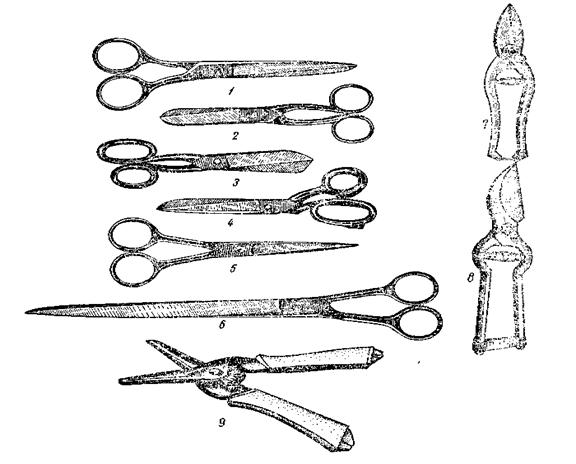
Складные ножи используются в быту, в дороге, на рыбной ловле, охоте. В зависимости от назначения их классифицируют на ножи общего назначения, специальные (монтерские, шоферские, туристские и др.) и подарочные. По количеству предметов складные ножи бывают одно- и многопредметные. Ножи складные имеют шарнирные (подвижные) или отъемные крепления клинков и других предметов. Для производства клинков и других режущих предметов (консервовскрывателей, ножниц, стамесок, пилок) применяют сталь тех же марок, что и для столовых ножей. Ручки производят из пластмасс, меди, титанового сплава. Для увеличения прочности концы ручки в складных ножах армируют металлическими накладками. Ножи могут иметь кольца для подвешивания на цепочке или ремне. Ножи подарочные отличаются улучшенной художественно-декоративной отделкой ручек и клинков — чеканка, филигрань, эмаль, инкрустация, гладкий или рельефный рисунок, характерный для ювелирных изделий. Предметы ножа должны быть прочно соединены с ручкой, качание предметов в рабочем положении на длине 50 мм от оси более 1 мм не допускается. Пружины должны удерживать предметы как раскрытые, так и сложенные. При складывании предметы должны входить в пазы ручки без повреждения других предметов ножа; на поверхности предметов допускается образование отдельных рисок без нарушения защитного покрытия. Предметы должны легко, без применения дополнительных приспособлений выниматься из пазов ручки. Для удобства открывания на плашках и прокладках могут быть предусмотрены выемки, а на предметах — углубления или выступ. Рисунки и надписи должны быть четкими, а плашки — одинаковой расцветки. На поверхности предметов и деталей не допускаются трещины, плены, заусенцы, резко выраженные царапины. При пятикратной заточке карандаша или прутка из мягкой породы древесины диаметром до 10 мм срез должен быть ровным, без задиров. Гарантийный срок на складные ножи — год со дня продажи. G Ножницысостоят из двух шарнирно соединенных частей — клинка с лезвием и кольцеобразных ручек. Изготавливают ножницы цельнометаллические или комбинированные — с ручками и кольцами из пластмасс, у некоторых моделей предусмотрен упор в шарнире (заков). Ножницы из углеродистой стали имеют защитно-декоративное покрытие никелем, хромом или хромом по никелю. Ручки и кольца комбинированных ножниц изготавливают из ударопрочного полистирола, полипропилена и т.д. Ручки и кольца цельнометаллических ножниц иногда покрываются полиэтиленом, эмалью. Ассортимент ножниц представлен следующими их типами: ножницы хозяйственные (длина 150—225 мм), клинки заостренные, с заковом и без него.
Ножницы: 1-хозяйственный; 2-карманные; 3-портновские; 4-закройные; 5-парикмахерские; 6-конторские; 7-для резки листовой стали; 8-садовые; 9-универсальные.
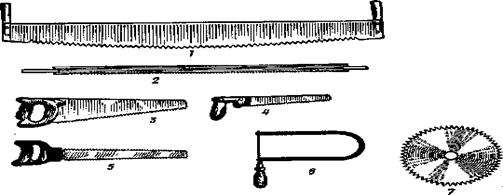
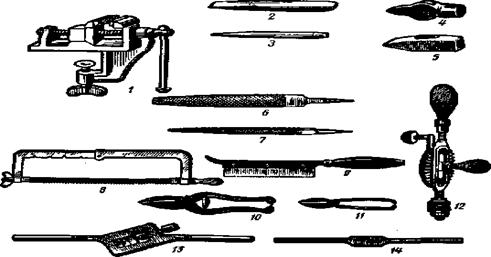
Ножницы парикмахерские бывают общего назначения и специальные — филеровочные (для разреживания волос). Ножницы общего назначения (длина 130—165, 175—225, 180—200 мм) имеют круглые или продолговатые кольца с резиновым амортизатором. Конструкция филеровочных ножниц (длина 160—170 мм) предусматривает у одной режущей кромки клинка прямоугольные зубцы, на другой — зубцы М-образной формы. Концы клинков всех парикмахерских ножниц закруглены. Ножницы петельные (длина 115—130 мм), с острыми дугообразными клинками, круглыми кольцами одинакового размера. На одной из ручек установлен упорный винт — ограничитель разреза. Ножницы мануфактурные (длина 150-175 мм) служат для разрезания текстильных материалов и имеют тупой носик клинков. Ножницы закройные (длина их 230—275, 390—460 мм) имеют короткие изогнутые ручки, одно круглое кольцо, а второе кольцо продолговатое, большего размера с выступом (полозком). Ножницы портновские имеют продолговатые кольца неодинакового размера и широкие длинные клинки (230-275 мм). Ножницы кромочные «зигзаг» (длина 200—240 мм) имеют широкое полотно с выемками. При разрезании ткани такими ножницами на кромке образуются зубцы. Ножницы школьные(длина 130 - 175 мм) имеют клинки с закругленными концами, круглые одинаковых размеров кольца. Конторские ножницы (длина 250—325 мм) характеризуются острыми длинными клинками. Клинки ножниц должны быть остро заточены под углом 55—65° (парикмахерские, петельные, школьные) или 60—80° (ножницы остальных типов). G Ассортимент инструментов.Инструменты в зависимости от выполняемых операций подразделяют на обрабатывающие, монтажные и измерительные; в зависимости от обрабатываемых материалов — для обработки древесины, металла, кожи и др. В каждой группе инструменты делят по характеру действия (долбежный, строгальный), видам (пилы, долота), конструкции и размерам, определяемым по общей длине (плоскогубцы), массе (молотки), ширине рабочей части (долота, стамески), длине рабочей части (напильники), диаметру рабочей части (сверла). В продажу поступают поштучно, а также наборами в специальных футлярах и ящиках. G Инструменты для обработки древесины.Эти инструменты по характеру действия подразделяют на пилящие, рубящие и раскалывающие, строгальные, долбежные и сверлильные. К пилящим инструментам относятся пилы разных конструкций. Пила состоит из стального полотна с одиночными зубьями. Зубья пил большей частью треугольные, прямые — для поперечного распиливания древесины, наклонные — для продольного распиливания. В пилах некоторых конструкций отдельные зубья бывают фасонными — для удаления опилок из пропила. Для уменьшения трения полотна пилы во время работы зубья разводят последовательно в разные стороны, при этом увеличивается ширина пропила. Пилы изготовляют из углеродистой инструментальной стали марок УАЗ, УА10 и др. Различают пилы поперечные, лучковые, ножовки по дереву, лобзиковые и др. Поперечные пилы — двуручные. Зубья их треугольные, прямые и иногда фасонные; режущий край - прямолинейный или выпуклый (закругленный). Длина их от 1000 до 1750 мм. У лучковых пил (столярных) полотно в виде стальной ленты с зубьями с одной стороны закреплено в деревянной раме, состоящей из двух стоек, распорки, тетивы, закрутки и двух ручек. В зависимости от назначения полотна лучковые пилы выпускают шириной от 15 до 50 мм. Длина полотна 685 и 710 мм.
/ — пила двуручная поперечная; 2 — то же, лучковая столярная; 3 — ножовка по дереву широкая; 4 — то же, узкая; 5 — то же, двусторонняя; 6 — лобзик; 7 — круглая (циркульная).
Полотно ножовок по дереву — короткое, закреплено в ручке (металлической, деревянной, пластмассовой); зубья прямые или наклонные. В зависимости от назначения ножовки бывают плотничьи (с длинным и широким полотном), столярные (с широким и узким полотном), длиной соответственно 615 и 350—530 мм, а также универсальные, состоящие из одной ручки с несколькими сменными одно- и двусторонними полотнами различного назначения. Лобзиковые пилы состоят из коротких (180 мм) и узких полотен, закрепляемых в металлическом или деревянном станке винтовыми зажимами. Лобзиковые полотна в зависимости от толщины выпускают четырех номеров: № 1 (0,2 мм), № 2 (0,3 мм), № 3 (0,4мм) и № 4 (0,5мм). Станки для этих пил изготовляют различных размеров. К рубящим и раскалывающим инструментам относятся топоры и колуны. Топоры изготовляют из углеродистой стали марок У7— У9; по назначению их делят на плотничьи, хозяйственные и др. Плотничьи топоры отличаются широким прямым или закругленным лезвием (135—165 мм) и небольшим углом заточки (23°), Масса топоров с закругленным лезвием 1,1 — 1,4 кг, с прямым лезвием — 0,5—1,2 кг. Хозяйственные топоры выпускают цельностальными, с деревянным топорищем, гвоздодером, а также с молотковым бойком на обушке. Ширина этих топоров 90 мм, масса — 0,5—0,8 кг. Колуны по внешнему виду напоминают клин. Лезвие у них узкое (120 мм). От обычных топоров они отличаются большим углом заточки лезвия (35°) и массой (2,2 кг), так как предназначены для раскалывания древесины вдоль волокон. Освоено производство колунов с цилиндрическими роликами, вмонтированными в боковые плоскости для облегчения раскалывания древесины. Строгальные инструменты — струги, шерхебели, рубанки, фуганки, полуфуганки, галтели, фальцгобели, цинубели, зензубели и др. Все они состоят из деревянной или металлической колодки, железки с рабочим лезвием и зажимного устройства для закрепления железки в колодке. Строгальные инструменты поступают в продажу в комплекте (колодки с железками) или отдельно. Стругами удаляют кору с бревен, необрезных досок, горбылей. Они состоят из узкого полотна с заостренным с одной стороны лезвием и двух хвостовиков для крепления насадных деревянных ручек. Струги выпускают прямыми и кривыми.
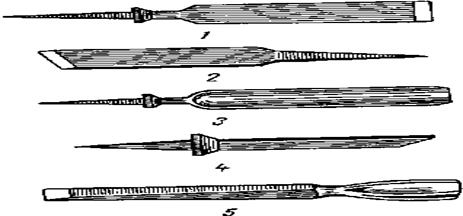
Долбежный инструмент / — стамеска плоская; 2 — то же, токарная-, 3 — то же полукруглая; 4 долото столярное; 5 — то же, плотничье
Шерхебели предназначены для первоначальной обработки поверхности древесины путем снятия толстой стружки, поэтому железки у них узкие — шириной 30 и 35 мм, одинарные, с полукруглым лезвием. Рубанки используют для получения ровной поверхности древесины, поэтому железки у них более широкие (40 и 50 мм), а лезвие прямое; железки рубаночные бывают одинарные и двойные. Фуганки предназначены для получения очень ровной и гладкой поверхности древесины. У них длиннее колодка — 700 мм и более, широкая двойная железка — 60 и 65 мм. Полуфуганки отличаются от фуганков меньшей длиной колодки (500 мм) и меньшей шириной двойной железки (50 мм); применяют их для строгания меньшей поверхности. Галтелями выстругивают узкие желобки, поэтому подошва колодки закруглена, а железка имеет вид лопатки с закругленным лезвием шириной 6—25 мм. Фальцгобелями строгают продольные выемки (фальцы) на краях деталей. Колодка их имеет ступенчатую подошву для ограничения ширины и глубины выемки; железка узкая (15 мм), со скошенным лезвием. Цинубели применяют для получения шероховатой поверхности деталей, предназначенных для склеивания. У железки прямое лезвие шириной 50 мм и зубчатая зазубренная поверхность. Зензубели применяют для выстругивания прямоугольных выемок, поэтому колодка имеет прямую подошву, а железка шириной 21 мм — вид лопатки с прямым и скошенным лезвием.
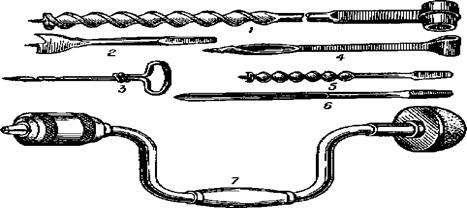
К долбежным инструментам относятся долота и стамески. Долота подразделяют на плотничьи и столярные. Плотничьи долота отличаются массивностью, имеют коническую трубку, которая предохраняет деревянную ручку от раскалывания при сильных ударах по ней. Ширина лезвия 12—25 мм. Столярные долота вместо трубки имеют заостренный хвостовик для всадной ручки. Ширина лезвия 6—25 мм. Стамески столярные выпускают плоские и полукруглые, с деревянными ручками или без них; ширина стамесок плоских 4—50 мм, полукруглых — 4—40 мм. Сверлильные инструменты — коловороты, сверла, бурава и буравчики. Коловороты состоят из стального коленчатого стержня, нажимной головки (в верхней части), деревянной ручки и зажимного устройства для закрепления инструментов. В зависимости от конструкций зажимного устройства различают коловороты с патроном (универсальные) и с трещоткой. Этими коловоротами можно сверлить отверстия в неудобных местах при неполном обороте трещотки вправо или влево; направление вращения устанавливается кольцом-переключателем.
Сверлильные инструменты по дереву 1,5 – бурава спиральные; 2 – центровое сверло; 3 – буравчик; 4 – бурав обыкновенный; 6 – сверло ложечное; 7 – коловорот.
Инструменты к коловоротам — сверла, гаечные торцовые ключи, отвертки, зенковки, Сверла для коловоротов по конструкции подразделяют на центровые, перовые и витые. Сверла центровые (перки) имеют рабочую голову в виде лопатки, состоящей из заостренного шилообразного зубца, который служит центром вращения, бокового резца и короткого резца в виде лопатки, подрезающего слои древесины. Размеры перок определяют по ширине лопасти — от 12 до 50 мм. Режущая часть сверл перовых — в виде ложечки; размеры их обозначают по диаметру — от 3 до 16 мм. У сверл витых имеется в нижней части конический центр с шурупной резьбой, ввинчивающийся в древесину при вращении, диаметр их 6—40 мм. Гаечные торцовые ключи к коловоротам выпускают размером от 14 до 31 мм для болтов и гаек с квадратными головками и 11—25 мм — с шестигранными головками. Отвертки для коловоротов обыкновенные выпускают с лопаткой шириной до 15 мм и с крестообразным шлицем № о, 1, 2, 3, 4—7. Зенковки для коловоротов предназначены для увеличения диаметра просверленных отверстий, изготовляют их диаметром 20—32 мм. Бурава ручные изготовляют с приваренной трубкой или ушком в верхней части. По конструкции они бывают обыкновенные (русского фасона) и спиральные. Бурава русского фасона — с винтом на конце для ввинчивания в древесину и режущей боковой частью. Применяют их для сверления отверстий глубиной до 200—250 мм. Диаметр их рабочей части 9—22 мм. У буравов спиральных, кроме винта с шурупной резьбой, имеются режущие лопатки. Выпускают их длиной 250—600 мм и диаметром 12—38 мм. Разновидность ручных буравов — буравчики, используемые для сверления отверстий небольших размеров. Режущая часть буравчиков — русского фасона, ручки — металлические или деревянные, размер — 5—6 мм. ! Инструменты для обработки металлов.Металлообрабатывающие инструменты в зависимости от особенностей обработки металлов подразделяют на кузнечные, применяемые для горячей обработки металлов, и слесарные — для холодной обработки металлов. В продажу поступают в основном слесарные инструменты (рис. 23). По функциональному назначению инструменты делят на зажимные, для ручной рубки металлов, пробивки отверстий, формования головок заклепок, ударные, сверлильные, для разрезания металлов, нарезания резьбы, монтажные, измерительные, разметочные и др. Металлообрабатывающие инструменты изготовляют из высокоуглеродистой инструментальной стали, обладающей большой твердостью и прочностью, а детали некоторых инструментов — из твердых сплавов, а также из чугуна, алюминиевых сплавов. К зажимным инструментам относятся тиски и струбцины. Тиски по конструкции подразделяют на стационарные и ручные. Стационарные тиски снабжены приспособлениями для крепления к верстаку или столу. Различают тиски стуловые, или кузнечные, и параллельные; поворотные и неповоротные; небольшие тиски могут изготовляться и с наковальней.
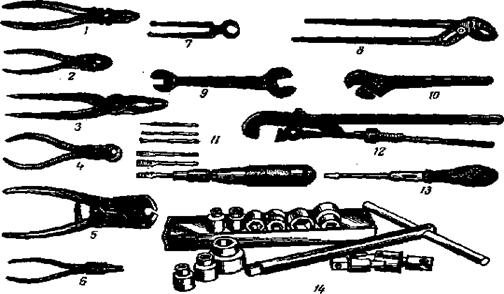
Инструменты для обработки металлов: / — тиски слесарные параллельные со струбциной; 2 — зубило; 3 — бородок; 4, 5 — слесарные молотки; 6—рашпиль плоский остроносый; 7—напильник трехгранный; 3 — пила-ножовка с раздвижной рамкой; 9 — ножовка-шлицовка; Ю— П — ножницы для металла; 12 — ручная дрель; 13 — клупп косой; 14 — вороток
Размер тисков определяют по ширине губок — от 40 до 140 мм. Масса от 0,9 до 48 кг. Ручными тисками зажимают небольшие предметы при монтажных и слесарных работах. Выпускают их двух типов: с шарнирным соединением и пружиной и с ручкой (ювелирные). Тиски первого типа часто снабжают съемной струбциной для крепления к столу; ширина губок 35—45 мм. Тисками ювелирными зажимают мелкие детали; ширина их губок 15 мм. Размеры ручных тисков определяют по длине — 100—150 мм. Струбцины служат для закрепления различных деталей, состоят из скобы с зажимным винтом. Изготовляют их из чугуна, стали, алюминиевых сплавов, различных размеров. К инструментам для ручной рубки металлов относятся зубила и крейцмейсели. Зубила слесарные изготовляют в виде стержня с точеной головкой и рабочей частью, заточенной под разным углом. В зависимости от угла заточки зубила предназначаются для рубки металла твердого (угол заточки 70°), средней твердости (60°) и мягкого (45°). Длина зубил 100—200 мм, ширина лезвий 5—25 мм. Крейцмейсели сходны с зубилами, но отличаются от них более узкой рабочей частью и углом заточки; применяют их для вырубания в металле узких канавок. Ширина лезвий 2—15 мм. ! Инструменты для пробивки отверстий —бородки, пробойники и др. Бородки слесарные представляют собой стержень с насечкой, выпуклой головкой и рабочей частью, несколько суженной, заточенной в виде усеченного конуса. Длина их 95—175 мм, диаметр — 1—8 мм. Пробойниками пробивают отверстия в листовом металле. Они состоят из стержня с рабочей частью в виде усеченного конуса. Изготовляют пробойники разных размеров. Обжимки слесарные состоят из стального стержня с полукруглым углублением на рабочей части. Диаметр рабочей части 1—8 мм, длина — 90—160 мм. Применяют их для формования головок заклепок. ! К ударным инструментамотносятся молотки, кувалды и наковальни. Молотки изготовляют из углеродистой стали марки У7 и легированной стали. В зависимости от назначения молотки подразделяют на слесарные, сапожные, хозяйственные и др. Слесарные молотки изготовляют с круглым и квадратным бойком, с деревянными ручками, различных размеров и массы — от 200 до 1000 г. Сапожные молотки — с круглым бойком и удлиненным клинообразным задком, а иногда двусторонние — с двумя бойками. Масса этих молотков 350—400 г. Хозяйственные молотки изготовляют различных конструкций, с деревянной (иногда с металлической) ручкой. Боек этих молотков обычно круглый, имеется гвоздодер в загнутом задке, а также гвоздодер в виде расщепа на конце металлической ручки. Изготовляют также небольшие молотки с набором сменных инструментов в съемной пустотелой ручке (отверткой, шилом, буравчиком, стамеской и др.). Масса хозяйственных молотков 300—400 г. Кувалды кузнечные — молоты массой 2—8 кг. Они бывают тупоносые с квадратными бойками и остроносые с заостренными бойками. Наковальни по конструкции подразделяют па безрогие, однорогие и двурогие. Размеры наковален обозначают по массе. Изготовляют также малогабаритные наковальни массой до 4 кг. К инструментам для распиловки и резания металлов относятся ножовки по металлу, ножовочные полотна и ножницы. Ножовки по металлу состоят из узких стальных полотен с зубьями и станка, в котором их закрепляют. Ножовочные станки бывают различных конструкций и размеров. Ножовочные полотна изготовляют длиной 130—300 мм и толщиной 0,4—0,7 мм. Ножницы для разрезания металла подразделяют на ручные, обыкновенные и рычажные, а также стуловые, у которых одна из ручек заменена остроконечным крюком для забивания в верстак. Длина ножниц для металла ручных 200—500 мм. ! К инструментам для опиливанияотносятся напильники и надфили, служащие для обработки поверхности деталей. Напильники применяют для опиловки металлических деталей, заточки пил по дереву и других работ. Изготовляют их различного сечения и размеров, из стали марок У13, У13А, хромистой и другой, с хвостовиком для насадной ручки. Напильники подразделяют по размерам насечки, форме поперечного сечения и размерам. По размеру насечки различают напильники шести номеров № 0—5 насечек на 10 мм; № 1 — 14; № 2—8—20; № 3— 12-28; № 4—20—40; № 5—28—56 насечек. Напильники № 0 предназначены для грубой опиловки металлов, № 5 (бархатные) с мелкой насечкой — для окончательной обработки деталей. По форме поперечного сечения различают напильники плоские, трехгранные, квадратные, круглые, полукруглые, ромбические и ножовочные. Размеры напильников обозначают по длине насеченной части — от 100 до 400 мм. Надфили применяют для окончательной (чистовой) обработки деталей. Они бывают обыкновенные и алмазные. Обыкновенные надфили — это небольшие напильники с насеченной рабочей частью, переходящей в круглую ручку. Общая длина надфилей 120—160 мм, длина насеченной части 40—80 мм. В зависимости от количества насечек на 100 мм надфили подразделяют на десять номеров — 00, 1, 2 и до 8 (больше всего насечек — 112). По форме поперечного сечения надфили бывают плоские (остроносые, тупоносые), квадратные, трехгранные, круглые, овальные, полукруглые, пазовые и др. Алмазные надфили на металлической связке изготовляют методом гальваностегии, с однослойным покрытием синтетическими алмазными порошками. Сечение надфилей может быть разной формы. Общая длина их 120—160 мм, длина алмазного слоя 40—80 мм. К сверлильным инструментам относятся дрели и сверла для металлов. Дрели бывают с коническими шестеренками и винтовые. Дрели с коническими шестеренками имеют зубчатую передачу. С помощью рукоятки вращение ведущей шестеренки передается стержню с зажимным трехкулачковым патроном для сверл диаметром от 1 до 12 им. Дрели бывают одно- и двухскоростные. Сверла для металла изготовляют спиральными, из стали У12А, быстрорежущей стали Р9, Р18 и других марок. Они бывают с хвостовиком цилиндрическим и коническим. Длина цилиндрических сверл длинных с удлиненной рабочей частью 24—170 мм, диаметр — 0,5—15 мм, укороченных — соответственно на 34—75 и 2—10 мм. Выпускают также сверла с пластинками из твердого сплава, предназначенные для сверления чугуна и других твердых материалов, диаметром 5—12 мм. Размеры сверл обозначают по диаметру режущей части (в мм). К инструментам для нарезания резьбы относятся плашки, клуппы, метчики, воротки и др. Резьба бывает метрическая, дюймовая и трубная. При метрической системе элементы резьбы — диаметр винта и шаг резьбы (расстояние между вершинами соседних витков) — обозначают в миллиметрах. Размеры элементов дюймовой и трубной резьбы обозначают в дюймах (один дюйм равен 25,4 мм и обозначается''). Плашки — закаленные стальные пластинки круглой и прямоугольной формы, с резьбой внутри, с помощью которой наносят наружную резьбу на болты, трубы и другие круглые детали. Размеры их для метрической резьбы — от 1 до 27 мм, для трубной '/2—2" и 1'/з—3". Клуппы — приспособления для закрепления плашек и метчиков. Различают клуппы косые (для раздвижных прямоугольных плашек), для круглых плашек и трубные. Косые клуппы изготовляют от № 1 (масса 1,8 кг) до № 4 (масса 7,5 кг), часто в комплекте с плашками и метчиками. Трубные клуппы с комплектом плашек бывают двух размеров № 3 — для труб диаметром от '/г до 2" и № 4 — от 1'/2 до 3", длиной без ручек соответственно 240 и 310 мм. Метчики предназначены для нарезания резьбы в просверленных отверстиях. Выпускают метчики правой и левой резьбы в комплекте из 2-—3 шт., для метрической и дюймовой резьбы. На черновом метчике у хвостовика имеется риска в виде одного узкого кольца, на промежуточном метчике — два кольца; чистовой метчик рисок не имеет. Метчики изготовляют для резьбы метрической — от 1 до 30 мм, для трубной — '/8—2". Воротки имеют одно или несколько отверстий для закрепления в них метчиков при нарезании резьбы. ! Инструменты для монтажных работ.Монтажные инструменты (рис. 24) по назначению подразделяют на инструменты для удержания деталей во время работы (плоскогубцы), сборки и разборки резьбовых соединений (отвертки, гаечные ключи), скручивания и резания проволоки (круглогубцы, кусачки), выдергивания гвоздей (клещи, гвоздодеры), соединения деталей паянием (паяльники). Размеры монтажных инструментов указывают по общей длине (в мм).
Монтажные инструменты: /—плоскогубцы комбинированные; 2—плоскогубцы переставные; 3—пассатижи; 4~ кусачки; 5—кусачки рычажные; в— круглогубцы; 7 — клещи столярные; 8 — пассатижи переставные; 9 — ключ гаечный нераздвнжиой двусторонний; 10 — ключ гаечный разводной; //—отвертка универсальная с набором инструментов; 12 — ключ трубный рычажный; 13 — отвертка с трещоткой; 14 -~ торцово-гаечный ключ со сменными головками Плоскогубцы в зависимости от конструкции делят на обыкновенные, переставные и комбинированные. Обыкновенные плоскогубцы имеют губки прямоугольного сечения с насечкой для плотного захвата плоских деталей, при сжатии ручек губки сходятся вплотную; длина их 125—200 мм. Переставные плоскогубцы имеют переставной шарнир на два положения; в одном положении шарнира губки с насечкой сходятся вплотную, в другом — губки не сходятся, но располагаются параллельно, что позволяет зажимать более крупные детали; длина их 200 мм. Комбинированные плоскогубцы используют для различных монтажных работ, поэтому они заменяют несколько монтажных инструментов — плоскогубцы, пассатижи, кусачки, а иногда и отвертку, шило. Длина их 125—200 мм. Обыкновенные и комбинированные плоскогубцы, предназначенные для электриков, выпускают с диэлектрическими ручками (из полиэтилена или других пластмасс). Пассатижи применяют для захвата, завертывания и отвертывания круглых деталей. Отличительный признак пассатижей — наличие в губках зубчатых выемок разных размеров. Выпускают и переставные пассатижи на три положения иногда с диэлектрическими ручками. Длина пассатижей 160—200 мм. Кусачки (острогубцы) имеют острые губки; применяют их для перекусывания мягкой проволоки и гвоздей. В зависимости от конструкции бывают обыкновенные (прямые), боковые и рычажные. У радиотехнических кусачек диэлектрические ручки. Длина кусачек 125— 200 мм. Круглогубцы используют для захвата, зажима деталей, загибания проволоки; губки их в поперечном сечении круглые. Выпускают круглогубцы и с удлиненными губками, а также с диэлектрическими ручками. Длина круглогубцев 125—200 мм. Овалогубцы имеют удлиненные плоские заостренные губки и применяются при монтажных работах в труднодоступных местах. Длина их 125—200 мм. Клещи столярные, применяемые для вытаскивания гвоздей, имеют обычно на конце одной ручки гвоздодер в виде расщепа. Длина их 150—300 мм. Гвоздодеры — круглые или квадратные стержни, на одном конце которых имеется плоский расщеп для захвата головок гвоздей. Выпускают их разных размеров. Плотничьи молотки изготовляют с круглым бойком, с расщепом для выдергивания гвоздей, деревянной ручкой, массой 0,8 кг. Отвертки состоят из стержня с рабочим концом в виде лопатки или крестовины и ручки. Изготовляют их цельнометаллическими, штампованными и составными (неразборными и разборными). Разборные отвертки состоят из пустотелой ручки (для хранения сменных отверток и других инструментов) с зажимным патроном для сменных инструментов. Выпускают также отвертки с трещоткой, имеющей передвижную кнопку, с помощью которой устанавливают правое или левое вращение стержня или прекращают вращение. Изготовляют отвертки винтовые со сменными наконечниками, а также магнитные для удержания винтов и шурупов. Для работы в труднодоступных местах предназначены отвертки с гибким стержнем и сменными наконечниками. Размеры отверток для винтов и шурупов с прямым шлицем обозначают по ширине рабочей части — лопатки (от 1,6 до 12 мм и более), длине (от 100 до 400 мм) и толщине лопатки (от 0,32 до 2,4 мм). Размеры отверток для винтов и шурупов с крестообразным шлицем обозначают по номерам шлицев — О, I, 2, 3 и 4. Ключи гаечные по конструкции подразделяют на нераздвижные и раздвижные. Нераздвижные ключи изготовляют одно- и двусторонними, с шириной зева от 4 до 36 мм и более. Ключи гаечные торцовые имеют в торце стержня гнезда для гаек и отверстия для рукоятки. Их выпускают в наборах, состоящих из 10—15 сменных торцовых головок разных размеров, удлинителя, рукоятки и других деталей. Выпускают также комбинированные ключи двусторонние, на каждом конце которых закреплены подвижные (на шарнире) головки. В каждой такой головке имеются четыре зева разных размеров, благодаря чему один гаечный ключ заменяет четыре двусторонних нераздвижных гаечных ключа. Удобны и ключи гаечные двусторонние кольцевые, предназначенные для гаек от 5,5X7 до 50X55 мм. Зев разводных (раздвижных) гаечных ключей образуют неподвижная и подвижная губки. Подвижная губка может передвигаться вращением червяка в головке или ручке. Выпускают и самозатяжные ключи, губки которых сдвигаются при повороте ключа, надетого на гайку. Ключи трубные применяют для монтажа труб и других круглых деталей с резьбой на концах. Они бывают разных конструкции. Наиболее распространены рычажные ключи с неподвижной и передвижной губками для захвата труб диаметром от '/< до 3", сжимаемыми ручками-рычагами. Выпускают их четырех размеров — от № .1 до № 4. Для монтажа труб диаметром от '/2 до 3" применяют и ключи цепные. Измерительный и разметочный инструмент.К этому инструменту относятся линейки измерительные, метры складные, рулетки и др. Линейки измерительные выпускают длиной 150— 1000 мм. Цена деления 0,5—1 мм, точность измерения 0,5 мм. Метры складные — узкие стальные или деревянные линейки, шарнирно соединенные с защелками, обеспечивающими фиксацию линеек в открытом или сложенном положении. Цена деления 1 мм, точность измерения ±1 мм. Рулетки — тонкие узкие стальные ленты с делениями в металлическом или пластмассовом футляре. Изготовляют их трех типов: самосвертывающиеся, желобчатые, в закрытом корпусе. Длина их от 1 до 50 мм. Циркули, разметочные бывают обыкновенные, с дугой и зажимом для закрепления ножек в определенном положении и с пружиной, которая раздвигается при повороте винта. Длина их 150—175 мм и более. Штангенциркули применяют для измерения наружных и внутренних размеров деталей, глубины отверстий и разметки материала. Точность измерения 0,05—0,1 мм. В продажу поступают штангенциркули с пределами измерений от 0 до 125, от 0 до 160 и от 0 до 250 мм. Микрометры используют для измерения деталей с точностью до 0,01 мм. Предел измерений 0—25, 25—50, 50—75 и 75—100 мм. Чертилки разметочные — стальные стержни диаметром 3—5 мм, с заостренным концом, длиной 125—200 мм. Предназначены для разметки обрабатываемого материала. Уровни применяют для проверки горизонтальности и вертикальности линий и плоскостей различных изделий, частей зданий и сооружений. Они имеют вид прямоугольного бруска из алюминиевого сплава, в котором закреплены одна, две или три стеклянные ампулы, заполненные спиртом или эфиром, за исключением пузырька воздуха. По назначению уровни бывают слесарные (длиной 200— 300 мм) и строительные (от 300 до 1500 мм). Угольники применяют для проверки и разметки прямых углов при выполнении разных работ. Изготовляют их в основном из стали, размером 250Х 160 мм, а столярные — из древесины. Кернеры применяют для выбивания наметок в металле — мелких углублений в виде точек для последующего сверления отверстий. Они состоят из круглого стержня с сетчатой насечкой в средней части, конической головки и заостренной рабочей части. Длина их 100, 125 и 160 мм. Наборы инструментов.Выпускают наборы инструментов для обработки металлов (слесарные, монтажные, резьбонарезные и др.), наборы столярных инструментов, инструментов для резьбы по дереву, сапожных инструментов и др., а также наборы инструментов одного вида, но нескольких разновидностей по форме, размеру (наборы сверл, напильников, надфилей и др.). Упаковывают наборы инструментов в специальные футляры с гнездами, изготовленные из разных материалов. G 5.6. Требования к качеству, маркировка, упаковка, транспортировка и хранение металлохозяйственных товаров Требования к качеству столовых приборов. Поверхность черпаков ложек, зубьев вилок, клинков ножей и других столовых приборов должна быть гладкой, блестящей, без дефектов, ухудшающих товарный вид изделий: трещин, царапин, раковин, плен, гофр, заусенцев, острых ребер, вздутий, посторонних включений, резких переходов на закруглениях. Ручки комбинированных приборов должны быть прочно, жестко, без зазоров, смещений соединены с рабочей частью. Арматура, используемая для крепления ручек, плотно пригнана, без зазоров и выступов. Черпак ложек (кроме разливательных) и зубья вилок должны быть расположены симметрично относительно ручек, с клиновидным профилем в продольном направлении. Ручки цельнометаллических приборов должны быть упругими, с изгибом, удобным для эксплуатации. Края черпаков притуплены, находятся в одной плоскости. Зубья вилок должны располагаться на равном расстоянии друг от друга, иметь изгиб одинаковой формы, концы зубьев должны быть заострены, а ребра ~ притуплены. Коррозионную стойкость приборов из нержавеющей стали проверяют следующим образом: обезжиренные чистые изделия погружают на час в 4%-ный раствор уксусной кислоты при 20 (± 5) °С. После испытания на изделии не должно быть следов коррозии. Теплостойкость пластмассовых ручек проверяют погружением приборов на 15 мин в воду при 80 °С. После испытания ручки не должны размягчаться, растрескиваться, деформироваться, обесцвечиваться. Гарантийный срок на столовые приборы, ножницы — год со дня продажи. В маркировке каждого столового прибора указывают: товарный знак предприятия-изготовителя, условное обозначение металла, розничную цену (на изделиях высшей категории — Знак качества). Перед упаковкой приборы из углеродистой стали покрывают антикоррозионной смазкой. Упаковывают столовые приборы в картонные коробки, изделия из нержавеющей стали могут быть упакованы в полиэтиленовые пакеты. В коробки или футляры могут быть упакованы поштучно однотипные изделия (нож, вилка и т. п.) или комплекты изделий, функционально связанных между собой (нож, вилка и ложка столовые). Количество изделий в коробке определяется нормативно-техническим документом или договором между поставщиком и потребителем. Изделия высшей категории качества должны быть упакованы в художественно оформленную коробку, футляр или другую оригинальную упаковку. Маркировка коробок, упаковка их в транспортную тару, маркировка и виды транспортной тары, способы хранения и условия транспортировки ножевых и столовых приборов из разных металлов (сплавов) аналогичны металлической посуде из таких же металлов. Требования к качеству инструментов.Инструменты должны быть изготовлены из марок стали и других металлов, указанных в стандартах, и термически обработаны так, чтобы твердость рабочей части инструментов соответствовала нормам стандартов. Хвостовики инструментов для насадки ручек должны быть отпущены (при изгибе до 45° не должны отламываться). Все инструменты должны быть установленной формы и размеров; поверхность инструментов, особенно рабочих частей,— соответствующей чистоты, без трещин, раковин, заусенцев, плен, волосовин и других дефектов, снижающих прочность и влияющих на внешний вид изделий. Ручки инструментов должны быть изготовлены из древесины твердых пород и насажены правильно (ось ручки совпадает с осью инструмента) и прочно, поверхность их — тщательно обработана, без острых углов, которые могут поранить руку; соединение деталей инструментов — правильное, плотное, без перекосов. Шарнирные соединения должны обеспечивать свободное движение деталей. Инструменты должны иметь плотное антикоррозионное покрытие. Накладные губки тисков должны быть аккуратно пригнаны и надежно прикреплены; насечка на них — четкой. Передвигаться губки должны плавно, без заеданий, рывков и качаний; сжатые губки должны плотно прилегать одна к другой. Зажимное усилие тисков должно соответствовать нормам стандартов. В коловоротах и дрелях механизм зажимного патрона должен быть центрирован; кулачки патрона должны обеспечивать надежное закрепление инструментов. Рабочие части зубил и крейцмейселей должны быть симметричны, их боковые грани — без острых ребер, режущая кромка — без вмятин и выкрошенных мест. На ударной части не допускаются трещины, выкрошенные места и расклепанные участки. Рабочие части молотков должны быть закалены и отпущены на 1/5 общей длины. Боек при ударе по незакаленной стали (У10—У12) не должен сминаться или выкрошиваться. Ручки молотков должны быть изготовлены из здоровой древесины и надежно закреплены. Ножовочные полотна должны иметь правильную форму, без изгибов и перекосов, волнистости, острые и одинаковые по высоте и шагу зубья соответствующей упругости. Лезвия ножниц для металла должны быть без завалов, раковин, выкрошенных мест, прямолинейными, шарнирное соединение — плотным, обеспечивающим свободный ход. Лезвия, заточенные под углом 70°, должны резать любым участком режущей кромки. Напильники, надфили, рашпили должны быть правильной формы, с четкой насечкой, определенным количеством насечек на 10 мм, необходимой твердости, без трещин. Режущие кромки сверл должны быть симметричны, рабочая часть — закалена, поверхность винтовых канавок — отполирована, без искривлений, осевое биение не должно превышать норм стандартов. Плашки должны иметь зубья соответствующей твердости и режущие кромки без выкрошенных мест; они должны быть размагничены, чтобы на них не налипали опилки, образующиеся при нарезании резьбы. Продольные канавки метчиков должны быть хорошо заточены, нарезаемая резьба — чистой, без рисок, срезанных ниток и задирин. Монтажные инструменты, состоящие из двух половинок, например плоскогубцы, должны иметь плотное шарнирное соединение, без перекосов и заеданий, свободное во время работы; губки должны сходиться вплотную при сжатии ручек. Режущие кромки губок кусачек должны быть хорошо заточены, без зазубрин, выкрошенных мест, на внутренней поверхности других инструментов должна быть четкая насечка. Подвижная губка ключей гаечных разводных при вращении червяка должна иметь плавный ход без заеданий. Рабочие поверхности губок должны быть параллельны; при зажимании ключом гаек они не должны перекашиваться.
G Транспортирование и хранение.При транспортировании всеми видами транспорта металлохозяйственные товары должны быть защищены от атмосферных воздействий, упакованы в тару для предупреждения повреждений. Хранить металлохозяйственные товары следует в помещениях без резких колебаний температуры, иначе на изделиях может осаждаться влага, способствующая возникновению коррозии металлов. При хранении этих товаров должно соблюдаться товарное соседство: в этом же помещении не разрешается хранить товары бытовой химии (кислоты, щелочи), которые, испаряясь, могут ускорить коррозию. Пачки или связки этих изделий размещают на подтоварниках и стеллажах, чтобы обеспечить хорошее вентилирование. Товары со шлифованной или полированной поверхностью не следует брать потными руками, так как в этих местах могут появиться следы коррозии. Практическая работа Тема: «Составление торговой характеристики металлохозяйственных товаров» Цель:Научиться распознавать металлы и сплавы, способы производства, обработки и покрытия поверхности в образцах металлических бытовых товаров.
Методическое обеспечение:образцы товаров, каталоги, схема-классификация черных и цветных металлов и сплавов, схема-классификация «Металлические и неметаллические покрытия», плакат «Способы производства металлических бытовых товаров», «Декоративная отделка металлических бытовых товаров».
Содержание работы
@ Задание 1. По образцам товаров из металлов и сплавов распознайте вид металла и сплава, способ производства, характер обработки, покрытия поверхности, способ декорирования. Результаты работы оформите в таблицу. Объем работы 12-15 образцов. Таблица 23
Составление торговой характеристики металлохозяйственных товаров
1. Чем отличается чугун от стали? 2. Каковы внешние отличительные признаки латуни? 3. Чем отличаются изделия, полученные литьем и штамповкой? 4. Назовите способы защиты металлов от коррозии. 5. Что характерно для декоративной отделки филигрань?
@ Тестовое задание По теме «Металлы и сплавы» Вариант №1
@ Тестовое задание По теме «Металлы и сплавы» Вариант №2
@ Тестовое задание |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 1300. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||