|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
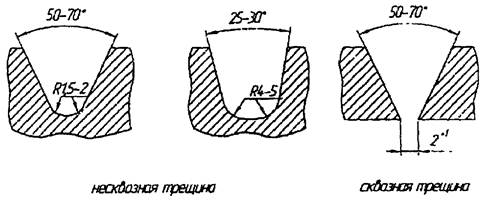
Подготовка делали к сварке.Подготовка деталей и сборочных единиц к сварке и наплавке 5.2.2.1 Места, подлежащие сварке или наплавке, должны быть очищены от грязи, краски, ржавчины, окалины до чистого металла. 5.2.2.2 Для разделки кромок под заварку трещин, удаления некондиционных деталей или их элементов и выполнения скосов кромок под приварку новых элементов следует использовать: - на деталях из углеродистых и низколегированных сталей: кислородную, электродуговую (специальными электродами), воздушно-плазменную резку или механические способы; - на деталях из коррозионно-стойких сталей: электродуговую, плазменную резку с последующей зачисткой поверхности разделки механическим способом до чистого металла. Поверхности разделок под сварку, выполненных кислородной, электродуговой, воздушно-плазменной резкой, должны быть очищены от грата, шлака, натеков и капель металла. Допускается воздушно-дуговая резка (строжка) с последующей механической обработкой поверхности разделки до чистого металла. 5.2.2.3 При термических способах резки используют следующие материалы: а) при кислородной резке: 1) кислород технический первого и второго сорта с объемной долей кислорода не менее 99,5 % по ГОСТ 5583; 2) технический растворенный ацетилен марки Б по ГОСТ 5457; 3) пропан технический по ГОСТ 20448; 4) природный газ по ГОСТ 5542; 5) керосин осветительный. б) при электродуговой резке покрытыми электродами: электроды марки ОЗР-1 по техническим условиям [8] или другие с аналогичными основными характеристиками; в) при воздушно-дуговой резке: 1) сжатый воздух; 2) омедненные угольные электроды марки ВДК по техническим условиям [9] или другие с аналогичными основными характеристиками.  5.2.2.4 Варианты форм разделки трещин механическим и термическим способами приведены на рисунке 1. Трещины должны быть разделаны на глубину их залегания по всей длине. Перед разделкой концы трещины должны быть рассверлены с последующим зенкованием. Концы разделки должны иметь плавный выход на поверхность. Стенки разделки несквозных трещин должны иметь плавный переход к основанию. 5.2.2.5 Не подлежащие сварке кромки элементов несущих конструкций, должны быть скругленными, не иметь выступов и неровностей. 5.2.2.6 Металлоконструкции в местах, подлежащих ремонту, а также металлический прокат для изготовления отдельных элементов металлоконструкций, имеющий деформации (прогибы, вмятины, искривления и др.), предельные отклонения которого превышают допустимые стандартами на соответствующие виды металлопроката, должны быть предварительно выправлены. Правку следует выполнять на прессах, вальцах или устройствах, обеспечивающих плавное приложение нагрузок. Отдельные неровности и искривления на листах толщиной до 3 мм допускается править вручную на ровных чугунных плитах или столах из твердых пород дерева. При правке не допускаются трещины и надрывы. При горячей правке не допускаются пережоги металла. Допускается правка металла при местном нагреве отдельных участков. Температурный режим горячей правки и метод контроля температуры должны быть указаны в технологическом процессе ремонтного предприятия.
Рисунок 1 - Формы разделки трещин 5.2.2.1 Вырывы, надрывы и другие дефекты, появившиеся в результате обработки, необходимо устранить, соблюдая плавность перехода от обработанного места к необработанному. 5.2.2.8 Вновь устанавливаемые элементы металлоконструкций (вставки, накладки) и выводные планки должны быть изготовлены из сталей марок, предусмотренных конструкторской документацией на изделие. Кромки накладок и вставок, вырезанных термической резкой, должны был.зачищены от грата шлака. 5.2.2.9 Конструктивные элементы и размеры подготовленных кромок ремонтируемых и свариваемых новых деталей и элементов конструкций, размеры и допускаемые отклонения выполненных швов должны соответствовать: - при ручной дуговой сварке: ГОСТ 5264 для стыковых соединений и соединений, выполненных под прямым углом, ГОСТ 11534 для соединений, выполненных под острым и тупым углом; - при дуговой сварке в защитных газах: ГОСТ 14771 для стыковых соединений и соединений, выполненных под прямым углом, ГОСТ 23518 для соединений, выполненных под острым и тупым углом; - при дуговой сварке под флюсом: ГОСТ 8713 для стыковых соединений и соединений, выполненных под прямым углом, ГОСТ 11533 для соединений, выполненных под острым и тупым углом. 5.2.2.10 В местах, подлежащих сварке, после разделки трещин и подготовки кромок обязательна зачистка основного металла на расстоянии не менее 20 мм по обе стороны от границ разделанных кромок. Края подготавливаемых накладок, косынок, вставок и выводных планок также должны быть зачищены до чистого металла. 5.2.2.11 Прихватки под сварку следует выполнять с использованием сварочных материалов, аналогичных применяемым при сварке конструкций. Поперечные размеры прихватки должны составлять от 15 % до 30 % площади поперечного сечения (от 40 % до 60 % величины катета) сварного шва. Рекомендуемая длина прихватки должна составлять 3 - 4 толщины соединяемых элементов, но не более 100 мм. Рекомендуемое расстояние между прихватками должно составлять 30 - 40 толщин соединяемых элементов, но не более 500 мм. При малых размерах привариваемых элементов размеры прихваток и расстояние между ними может быть уменьшено. Прихватки должны быть очищены от шлака и брызг. 5.2.2.12 Разделка под заварку трещин и сборка под приварку новых элементов должны быть проверены контролером или мастером. |
||
|
|
Последнее изменение этой страницы: 2018-05-30; просмотров: 550. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |