|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Влияние параметров переработки на свойства пленки
Рисунок 1.6– Зависимость разрывного напряжения от температуры экструзии на выходе из головки. 1- продольное направление; 2- поперечное направление
Физико-механические свойства пленок (предел прочности при растяжении, предельное удлинения при разрыве, сопротивление ударным нагрузкам и т.п.) зависят как от природы и молекулярных характеристик используемого полимера, так и от характера образующейся надмолекулярной структуры, а также степени и направлении ориентации пленки. Существенное влияние на физико-механические свойства пленок оказывает их разнотолщинность. Все эти свойства зависят от режимов, при которых осуществляется экструзия, раздув, охлаждение и иные технологические операции. На рисунке 1.6 приведена зависимость предела прочности в продольном и поперечном направлении от температуры полимера на выходе из головки при постоянной высоте линии кристаллизации. Важными показателями оптических свойств полимерных пленок являются их светопроницаемость (прозрачность), мутность, глянцевитость. Светопроницаемость является отношением проходящего светового потока к общему при его нормальном относительно поверхности пленки на неё падении. Светопроницаемость пленки различна для волн разной длины. Мутность – доля падающего светового потока, рассеиваемая пленкой под углом, превышающим 2,5° к направлению падающего потока. Глянцевитость – доля падающего светового потока, отраженная поверхностью пленки под углом 45 °. Оптические свойства пленок определяются как наличием макродефектов (таких, как продольные полосы, местные утолщения, включения различного характера), так и особенностями образующихся надмолекулярных структур, определяемых условиями кристаллизации и эффектами, сопровождающими деформацию расплавов полимеров. Влияние свойств расплава на регулярность поверхности пленок, полученных методом экструзии, связанно, прежде всего, с явлением эластической турбуленции, на условия появления которой оказывает существенное влияние температура расплава, молекулярная масса и ММР полимера. Снижение молекулярной массы, расширение ММР, увеличение ПТР и повышение температуры расплава приводят к улучшению оптических свойств пленок, также замечено, что к увеличению глянцевитости поверхности и уменьшению мутности пленки приводит небольшое увеличение плотности полимера. Снижение интенсивности обдува и увеличение длительности охлаждения пленки вызывают повышение её мутности и ухудшение оптических свойств изделий. Это связано с возрастанием в таких условиях длительности кристаллизации и формировании в пленке более крупных надмолекулярных структур, определяющих неоднородность её строения. Однако, при слишком быстром охлаждении пленки также возможно увеличение её мутности за счет большей неоднородности получаемого при этом рукава. 
С учетом того, что мутность может вызываться двумя факторами– неоднородностью расплава и образованием слишком крупных надмолекулярных структур, оптимальные показатели достигаются при двустадийном охлаждении: на первой стадии выходящий из головки полимер охлаждается медленно, что позволяет сгладиться дефектам, образующимся при продавливании, на второй – расплав быстро «замораживается» у линии кристаллизации, благодаря чему формирующиеся надмолекулярные структурные образования имеют относительно небольшие
Рисунок1.8 – Зависимость мутности М от числа оборотов шнека N при экструзии рукавной пленки из ПЭВД
размеры, сравнимые с длинной волны видимого света. В этом случае удается получать высококачественные прозрачные пленки. Для достижения такого режима охлаждения в технологическую схему вводят камеру медленного охлаждения заготовки, а на обдувочное кольцо подают охлажденный воздух. Изменение режимов охлаждения пленки можно проследить по высоте линии кристаллизации – чем она выше, тем более длительное время происходит охлаждение расплава. Влияние высоты линии кристаллизации на свойства полиэтиленовой рукавной пленки показано на рисунке 1.7 Снижение оптических свойств пленки также наблюдается при росте частоты вращения шнека, которое обеспечивает рост производительности экструдера, и, как следствие увеличение времени охлаждения полимера, ведущее в последствии к вышеописанным уже эффектам. Зависимость мутности от частоты вращения шнека показано на рисунке 1.8 [1] Механические свойства пленок во многом обусловливается выраженностью ориентации макромолекул в продольном и поперечном направлении, которая, в свою очередь, зависит от таких технологических параметров, как степень вытяжки εВи степень раздува εР Рост степени вытяжки приводит, очевидно, к увеличению ориентации молекул в продольном направлении, рост степени раздува – в поперечном; одновременное увеличение этих показателей приводит к росту прочности и снижению относительного удлинения пленки при разрыве пленки в обоих направлениях. Влияние продольной ориентации пленки на её механические свойства показано на рисунке 1.9, а зависимость разрывной прочности от степени вытяжки – на рисунке 1.10[13]
Рисунок 1.9 – Влияние продольной ориентации пленки на её механические свойства. 1- относительное удлинение2- прочность при разрыве
Следует заметить, что прочностные характеристики пленки также зависят и от времени охлаждения. При увеличении времени охлаждения пленки процесс образования надмолекулярных структур протекает более полно, степень кристалличности возрастает, и, как следствие, увеличивается прочность пленки на разрыв и жесткость. Таким образом, изменение параметров охлаждения, благотворно влияя на оптические характеристики, будет ухудшать механические и наоборот, поэтому оптимальный режим охлаждения выбирается исходя из предполагаемого назначения пленки и предъявляемых к ней требований.
Рисунок 1.10 – Зависимость разрывной прочностиσВот степени вытяжкиεВ в продольном (1) и поперечном (2) направлении
Одной из существенных характеристик, определяющих качество пленки, является её разнотолщинность. Для обеспечения равномерности толщины получаемого рукава необходимо соблюдение следующих условий: · обеспечение одинаковой по всем участкам кольцевого зазора объемной скорости экструзии; · постоянство вязкости расплава; · обеспечение равномерной температуры потока расплава; · постоянство раздувания горячей заготовки. Разнотолщинность пленки, таким образом, зависит от множества различных параметров переработки: температуры головки, толщины формующей щели, степени раздува. Зависимость разнотолщинности пленки от толщины формующей щели показана на рисунке 1.11[13] Так как пленка большей толщины требует большего времени на охлаждение, то при увеличении щелевого зазора, и, как следствие, толщины пленки,увеличиваетсядлина пластического участка рукава. Это приводит к росту вероятности влияния различных факторов на процесс охлаждения рукава, неустойчивости рукава и, как следствие, увеличению разнотолщинности в обоих направлениях. Таким образом, для достижения минимальной разнотолщинности, толщина щелевого зазора должна быть минимальна.Однако слишком низкие величины кольцевого зазора создают значительные сопротивления в головках и снижают производительность экструзии, поэтомуна практике используют толщину щелевого зазора не менее 0,5 мм.
Рисунок 1.12–Влияние степени поперечного раздува пленочного рукава на разнотолщинность пленки в продольном и поперечном направлении
вытянутом рукаве в большей степени проявляется разнотолщинность – участки с меньшей толщиной утончаются в большей степени, чем соседние толстые, поэтому увеличение степени вытяжки или степени раздува, приводящее к уменьшению толщины рукава, приводит также и к увеличению его разнотолщинности. Таким образом, мы видим, что целесообразно проводить экструзию пленки с минимальной степенью раздува, и применять головки большого диаметра с кратностью раздува 2,5-3.
Рисунок 1.13–Влияние температуры головки на разнотолщинность пленки в продольном и поперчено направлении (для пленки толщиной 60 мкм)
Также, как уже говорилось выше, на разнотолщинность пленки оказывает влияние температура головки. Низкая температура головки и цилиндра обеспечивает лучшую гомогенизацию расплава полимера и более равномерный раздув рукава, в то время как высокая температура, наоборот, увеличивает длину пластического участка и, как следствие, вероятность проявления на нем различных факторов, влияющих на толщину пленки. При температуре головки ниже 140°С также улучшаются и оптические свойства получаемой пленки: уменьшается количество гелеобразных включений и растет прозрачность, поэтому с точки зрения этих параметров оптимально использование минимально возможной температуры головки, при которой полимер выходит из неё в еще вязкотекучем состоянии. Кроме всего прочего, слишком высокая температура расплава может привести к слипанию пузыря и склеиванию его внутренних поверхностей. Зависимость разнотолщинности от температуры головки приведена на рисунке 1.13 [13] Еще одним параметром рукава является минимальная устойчивая толщина пленки, зависящая, в первую очередь, от степени раздува. Эта зависимость приведена на рисунке 1.14 [13]
В зависимости от интенсивности охлаждения рукава, его первоначальной температуры и скорости вытяжки, возможно получение рукава различной формы (рис 1.15) [1]
Рисунок 1.15–Некоторые типичные формы рукавов пленки
Форма «а» соответствует высокому расположению линии кристаллизации H, что приводит к недостаточному охлаждению деформируемого рукава. Пленка вначале растягивается в длину, а затем в ширину. Это сопровождается частичной переориентацией макромолекул. Форма «б» соответствует нормальной величине H при хорошей интенсивности охлаждения. Продольная и поперечная, ориентации при вытяжке и раздуве осуществляются почти одновременно. Пленка получается равнопрочной и равнотолщинной. Форма «в» соответствует резкому интенсивному охлаждению рукава, линия H мала. Пленка имеет преимущественно поперечную ориентацию, а для некоторых видов полимеров происходит уменьшение степени кристалличности. Форма «г» соответствует неравномерному обдуву пленки охлаждающим воздухом по периметру. Пленка разнотолщинна, рукав несимметричен. Для большинства пленок, отвечающих общим требованиям к свойствам, в зависимости от их толщины значение Н колеблется в пределах 0,3-2 м. Чем толще пленка (и соответственно экструзионная заготовка), тем больше H, и наоборот. Гомогенизацию массы и, следовательно, внешний вид пленки, а также её прочностные характеристики можно улучшить повышением сопротивления экструзии, что достигается увеличением числа формующих сеток или уменьшением щелевого зазора. Однако это вызывает увеличение обратного потока в экструдере, и, как следствие, снижение его производительности.
Технологическая часть |
||
|
|
Последнее изменение этой страницы: 2018-05-10; просмотров: 488. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |

 Рисунок 1.7 – Влияние высоты линии кристаллизации Н на глянцевитость Г, мутность М и светопроницаемость Сп рукавных пленок из ПЭВД
Рисунок 1.7 – Влияние высоты линии кристаллизации Н на глянцевитость Г, мутность М и светопроницаемость Сп рукавных пленок из ПЭВД
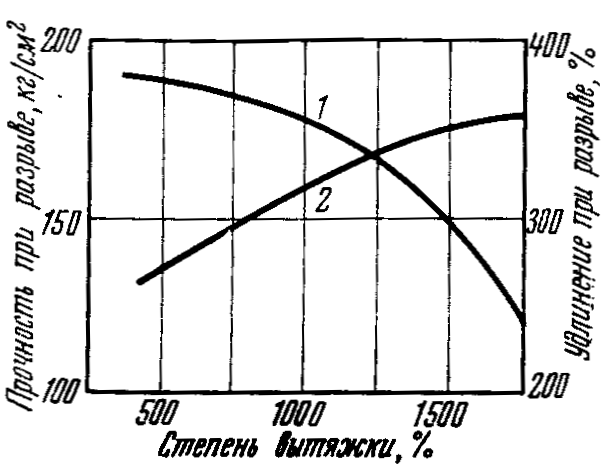
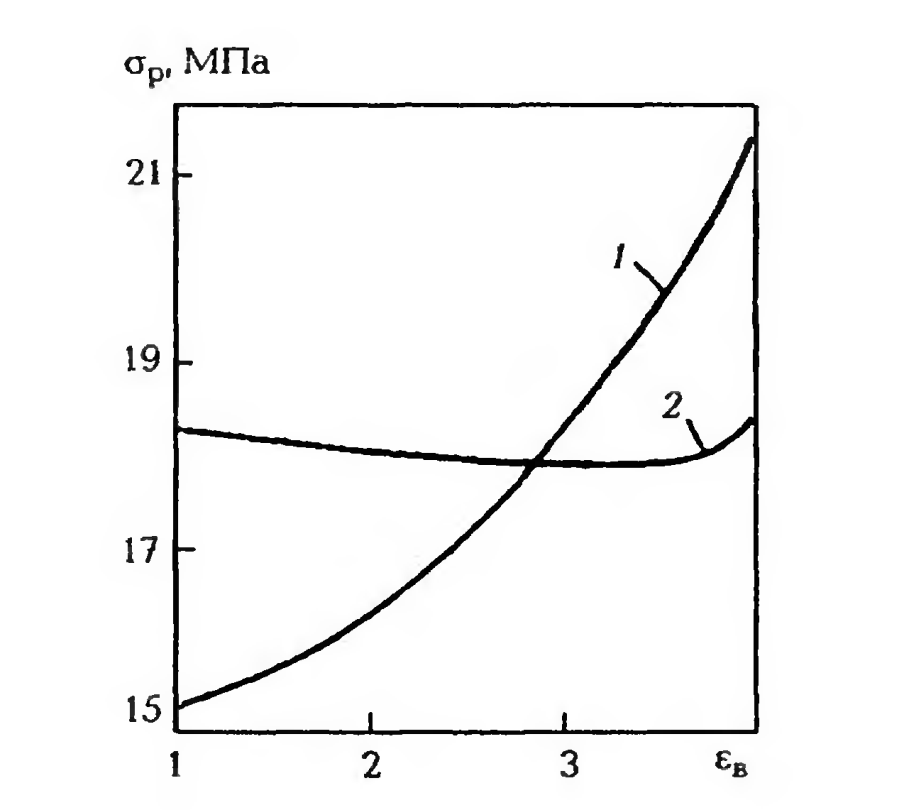
 Рисунок 1.11–Влияние величины щелевого зазора δЩ на разнотолщинность пленки в продольном и поперечном направлении
Рисунок 1.11–Влияние величины щелевого зазора δЩ на разнотолщинность пленки в продольном и поперечном направлении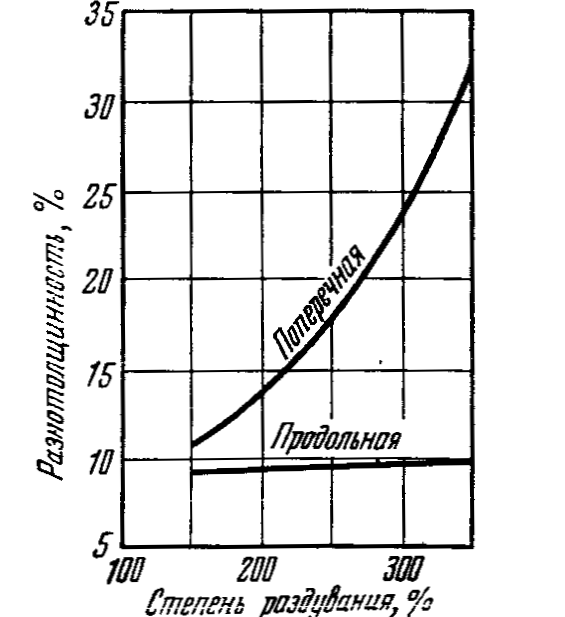 На рисунке 1.12 [13] приводится зависимость разнотолщинности пленки от степени раздува рукава εР. Видно, что с ростом степени раздува и степени вытяжки рукава разнотолщинность также увеличивается, что необходимо учитывать при выборе этих параметров переработки. В
На рисунке 1.12 [13] приводится зависимость разнотолщинности пленки от степени раздува рукава εР. Видно, что с ростом степени раздува и степени вытяжки рукава разнотолщинность также увеличивается, что необходимо учитывать при выборе этих параметров переработки. В
 Рисунок 1.14 – Зависимость минимальной стабильной толщины пленки от степени раздува для полиэтилена различной плотности
Рисунок 1.14 – Зависимость минимальной стабильной толщины пленки от степени раздува для полиэтилена различной плотности