|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Определение усилия замыкания формыОбщая формула:
Фактически необходимое усилие замыкания формы зависит главным образом от обеих указанных в формуле величин. Кроме того, на это усилие замыкания влияют также такие факторы как жесткость машины и формы, геометрия изделия, допустимая деформация, условия переработки и сама литьевая масса. Поэтому приведенные в таблице а) эмпирические показатели являются всего лишь ориентировочными. • Спроецированная поверхность = Сумма всех находящихся под давлением поверхностей подъема, спроецированных на плоскость зажимных плит формы. Пример: шайба в виде усеченного конуса.
Рис. 5: Спроецированная поверхность литой детали (схема) • Среднее давление внутри формы (подъемная сила)а) Эмпирически определенные показатели
Б) Показатели, определенные реологическими расчетамиЕсли при расчете литого изделия давление в полости формы при заполнении принимается равным 700 бар, то в соответствии с нижеследующим графиком среднее усилие подъема в случае аморфных термопластов может составить примерно 500 бар.  Пример:
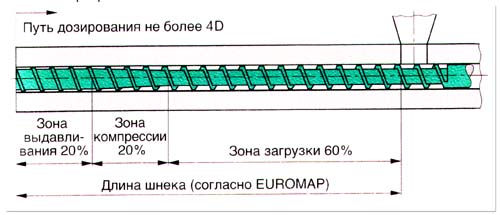
Рис. 6: Определение среднего давления внутри формы при заполнении (усилие подъема) для толщины стенки примерно до 3 мм 3.4 Геометрия шнека 1)При переработке термопластов фирмы БАЙЕР хорошо зарекомендовали себя трехзонные шнеки с соотношением длины и диаметра (L/D) от 18:1 до 22:1 и соотношением высот профиля витков от 2:1 до 2,5:1.
Рис. 7: Трехзонный шнек
Рис. 8: Взаимосвязь между диаметром шнека, шагом шнека и соотношением высот профиля витков Получаемые данные могут быть внесены в таблицу:
Таблица 4: Глубины винтового канала и отношения глубин винтового канала Глубины винтового канала для промежуточных диаметров червяка D1 можно вычислить по уравнению: H1 = H0 (D1 / D0)0,7 Где H1 - искомое значение, а D0 и H0 - ближайшие значения согласно Таблице 4. При переработке частично кристаллических термопластов Дуретан и Покан в случае шнеков диаметром > 80 мм лучше всего применять пониженную глубину винтового канала в зоне загрузки.
Сопла Для переработки следует применять по возможности открытые сопла. В случае легкотекучих материалов применяются также запирающиеся сопла. Однако, в зависимости от конструкции они могут чаще приводить к возникновению таких проблем как разложение материала, образование сгустков, нарушения работы машины и т.п. (см. ниже). Ориентировочные значения: Отверстие сопла = отверстие литника минус 0,5 - 1,0 мм Отверстие сопла = отверстие литника минус 0,5 - 1,0 мм Такие традиционные запорные системы как: • сопло с шиберным затвором, Пружинные игольчатые системы требуют высокого давления впрыска и приводят к кратковременному высокому сдвигу материала. Этот недостаток устраняется в системах с двусторонним гидравлическим или пневматическим приводом, а также в соплах с шиберным затвором с механическим приводом. |
||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2018-05-10; просмотров: 458. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
||||||||||||||||||||||||||||||||||||||||||||