|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Оформлення складальних креслень робочих калібрівОформлення креслень калібрів необхідно виконувати у відповідності до вимог ЄСКД. При цьому необхідно використовувати нормативно-технічну документацію [8, 9, 10]. Допуски на похибки форми вимірювальних поверхонь вказані в таблиці 2, шорсткість цих поверхонь - в таблиці 3:
Таблиця 2 – Допуски на похибки форми робочих поверхонь калібра
Таблиця 3 – Шорсткість робочих поверхонь калібра
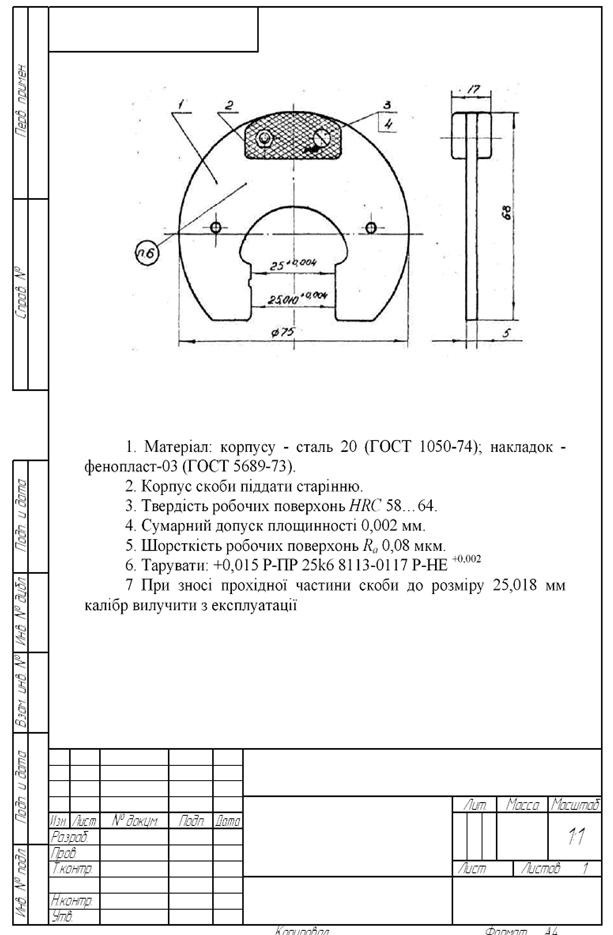
Складальні креслення калібра-пробки і калібра-скоби для прикладу, що розглядається, наведені на рисунку 11 та рисунку 12.
Рисунок 11 – Робоче креслення калібра-пробки
Рисунок 12 – Робоче креслення калібра-скоби 7. Назначення посадок на різьбові з’єднання У кожному з варіантів завдань наводиться номінальний розмір одного якого-небудь різьбового з'єднання. Залежно від призначення необхідно вибрати клас точності і посадку для цього з'єднання. Поняття про класи точності різьб умовне (на кресленнях вказуються не класи, а поля допусків). Точний клас рекомендується для відповідальних статично навантажених різьбових з'єднань або для забезпечення підвищеної співвісності різьби. Середній клас є основним для різьб загального застосування. Грубий клас використовується рідко - для невідповідальних з'єднань або при несприятливих умовах обробки (по гарячекатаній заготовці, в глибоких глухих отворах і т.п.).  У даному вузлі болт діаметром D8 = 10 мм служить для закріплення кришки з корпусом. До цієї різьби не пред'являються високі вимоги щодо співвісності або навантаженості, тому її можна віднести до різьб середнього класу точності. По [4, табл. 4.28] вибираємо поля допусків по середньому класу точності для зовнішньої різьби (болта) і внутрішньої різьби (гайки) відповідно 6g і 6Н. Посадки метричних різьб нормуються стандартом [27]. В якості кріпильних найчастіше застосовуються метричні різьби. Вони поділяються на різьби з великим кроком (який в позначенні різьби не вказується) і дрібним кроком (в позначенні вказується). Різьби з великим кроком застосовують для з'єднань, що не піддаються змінному навантаженню, яке може призвести до самовідгвинчування. Різьби з дрібним кроком мають більш високий коефіцієнт тертя і надійніші проти самовідгвинчування, вони застосовуються також при великих діаметрах і малій довжині згвинчування. З урахуванням умов роботи даного вузла можна застосувати метричну різьбу з дрібним кроком Р = 1,25 мм [4, табл.4.22]. Таким чином, приймаємо різьбове з'єднання M10×1,25-6H/6g. Позначення внутрішньої різьби (гайки) – M10×1,25-6H. Позначення зовнішньої різьби (болта) - M10×1,25-6g. Прийняту посадку для різьбового з'єднання проставляємо на складальному кресленні вузла (рисунок 2). Номінальний діаметр різьби є одночасно номінальним розміром зовнішнього діаметра D гайки і зовнішнього діаметра d болта, тобто D=d=10мм. По [4, табл.4.24] знаходимо значення середнього діаметра гайки і болта D2 = d2 = 9,188 мм і внутрішнього діаметра D1 = d1 = = 8,647 мм. По [4, табл.4.29] знаходимо граничні відхилення діаметрів: для внутрішньої різьби нижнє відхилення для D, D1, D2 EI = 0; верхнє відхилення для D ES - не нормується; верхнє відхилення для D2 ES = + 0,160; верхнє відхилення для D1 ES = + 0,265 мм; для зовнішньої різьби верхнє відхилення для d, d2, d1 es = - 0,028 мм, нижнє відхилення для d ei = - 0,240 мм; нижнє відхилення для d2 ei = - 0,146 мм; нижнє відхилення для d1 ei - не нормується.
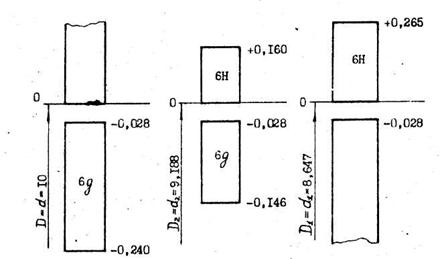
Будується схема розташування полів допусків деталей різьбового з'єднання (рисунок 13).
Рисунок 13 - Схеми розташування полів допусків деталей різьбового з'єднання M10×1,25-6H/6g по зовнішньому, середньому і внутрішньому діаметрам Визначаються граничні розміри діаметрів: Dmax - не нормується; Dmin= D + EI = 10 + 0 = 10 мм; D2max = D2 + ЕS = 9,188 + 0,160 = 9,348 мм; D2min = D2+ EI = 9,188 + 0 = 9,188 мм; D1max = D1+ ЕS = 8,647 + 0,265 = 8,912 мм; D1min = D1+ EI = 8,647 + 0 = 8,647 мм; dmax = d + es = 10 + (-0,028) = 9,972 мм; dmin = d + ei = 10 + (-0,240) = 9,760 мм; d2max = d2 + es = 9,188 + (-0,028) = 9,160 мм; d2min = d2+ ei = 9,188 + (-0,146) = 9,042 мм; d1max = d1 + es = 8,647 + (-0,028) = 8,619 мм; d1min -не нормується. Граничні контури деталей різьбового з'єднання M10×1,25-6H/6g показані на рисунку 14.
Рисунок 14 - Граничні розміри контурів деталей з’єднання М10х1, 25 ~ 6Н/6g: 1 - внутрішньої різьби (гайки), 2 - зовнішньої різьби (болта) |
||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2018-06-01; просмотров: 334. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
||||||||||||||||||||||||||||||||||||||||||||||||||