|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
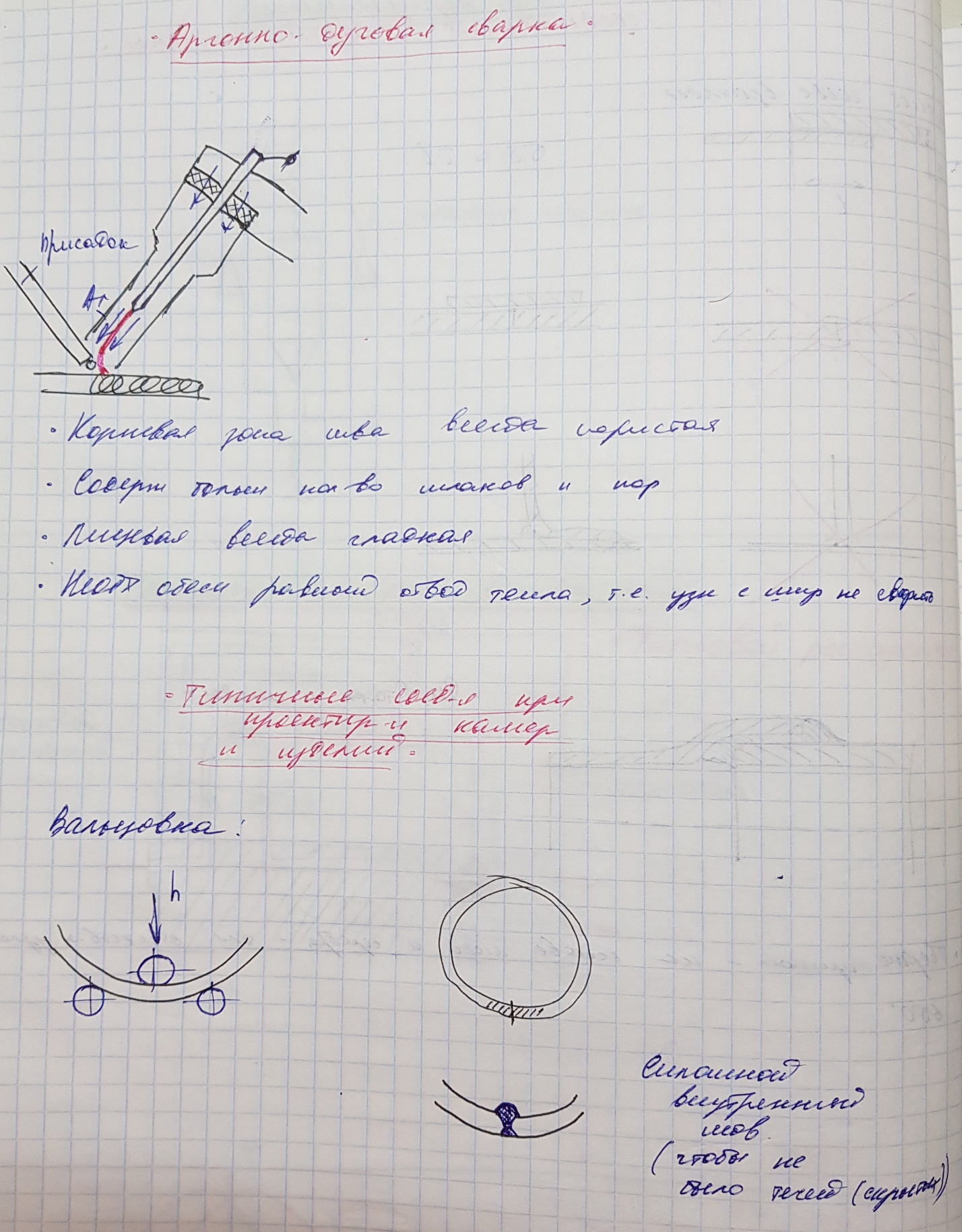
Особенности сварки металлов в высоковакуумных системах. Принимаемые меры для снижения поводок конструкций.Для изготовления неразборных соединений элементов вакуумных систем наиболее распространение получила сварка, так как она обеспечивает получение надежных вакуумно-герметичных соединений. При этом способы сварки можно разделить на две большие группы: сварка плавлением и сварка давлением. Первую группу составляют газовая, дуговая, электронно-лучевая, плазменная и лазерная виды сварки. К сварке давлением относятся электроконтактная, холодная, диффузионная в вакууме, ультразвуковая и термокомпрессионная виды сварки. Выбор способа сварки зависит от соединяемых материалов, конструкции стыковых деталей и толщины их стенок. (Таблица). При разработке технологии вакуумной сварки необходимо учитывать следующие рекомендации: - сварку желательно вести со стороны, которая в процессе эксплуатации находится в вакууме. Это позволяет уменьшить количество возможных щелей, карманов и неровностей тыльной стороны шва. - сварку необходимо вести непрерывно с постоянной скоростью, так как места перерывов и повторной сварки часто являются очагами появления микротрещин, создающих течи. - механическая обработка сварных швов нежелательна, поскольку это можно привести к появлению течи. - следует избегать двухсторонних швов, так как они затрудняют проверку соединения на герметичность. - после выполнения сварные швы обязательно должны проверяться на герметичность с помощью вакуумных течеискателей.
Для предотвращения химических изменений в материале швасварку производят под слоем расплавленных флюсов или в атмосфере нейтральных и восстановительных газов.  Сварка вызывает поводку изделий, тем более сильную, чем больше зона термического влияния сварки (газовая сварка) и чем больше протяженность и сечение швов. Поводку предотвращают сваркой изделий в жестких приспособлениях особыми приемами наложения шва (прерывистые, многослойные, многопроходные швы, ступенчатая, обратноступенчатая сварка). Снимает поводку стабилизирующая термообработка после сварки(низкий отжиг при 600 — 650° С). Камеру варят изнутри. Снаружи можно делать прерывистый шов для усиления. Также необходимо делать разделку кромок.
| ||||||||||





 I – образная
(без скоса кромок)
I – образная
(без скоса кромок)
 (без скоса кромок)
(без скоса кромок)


