|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
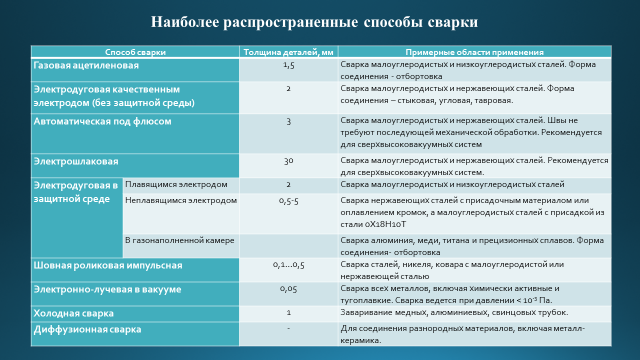
Неразъемные вакуумные соединенияДля изготовления неразборных соединений элементов вакуумных систем наиболее распространение получила сварка, так как она обеспечивает получение надежных вакуумно-герметичных соединений. При этом способы сварки можно разделить на две большие группы: сварка плавлением и сварка давлением. Первую группу составляют газовая, дуговая, электронно-лучевая, плазменная и лазерная виды сварки. К сварке давлением относятся электроконтактная, холодная, диффузионная в вакууме, ультразвуковая и термокомпрессионная виды сварки. Выбор способа сварки зависит от соединяемых материалов, конструкции стыковых деталей и толщины их стенок. (Таблица).
При разработке технологии вакуумной сварки необходимо учитывать следующие рекомендации: - сварку желательно вести со стороны, которая в процессе эксплуатации находиться в вакууме. Это позволяет уменьшить количество возможных щелей, карманов и неровностей тыльной стороны шва. - сварку необходимо вести непрерывно с постоянной скоростью, так как места перерывов и повторной сварки часто являются очагами появления микротрещин, создающих течи. - механическая обработка сварных швов нежелательна, поскольку это можно привести к появлению течи. - следует избегать двухсторонних швов, так как они затрудняют проверку соединения на герметичность. - после выполнения сварные швы обязательно должны проверяться на герметичность с помощью вакуумных течеискателей. Пайкой называется неразъемное соединение металлических или металлизированных деталей расплавленным металлом или сплавом (припоем). Процесс пайки заключается в том, что зазор между нагретыми поверхностями соединяемых деталей вводят жидкий расплавленный припой, который при охлаждении затвердевает и прочно соединяет спаиваемые части. Пайка применяется в тех случаях, когда необходимо обеспечить прочность и плотность шва, получить низкое электрическое сопротивление места соединения, а также в тех случаях, когда сварку нельзя применять из-за опасности перегрева, коробления и физических свойств металла. Для удаления оксидной пленки и создания необходимых условий для смачивания металла припоем применяют химические вещества, называемые флюсами. В зависимости от температуры пайки припои делят на мягкие (<400 С) и твердые (>400 С). |
||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 505. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |