|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Для поддержания рабочей и ненагруженной ветвей ленты отСтр 1 из 6Следующая ⇒ Курсовой проект Тема: разработка ленточного конвейера производительностью 300 т/ч
Курсовой проект выполнен с оценкой
Выполнил студент: Курлуков Алексей Руководитель: доцент, к.т.н. Глебов А. А.
Барнаул 2012
Содержание
1. Расчет ленты стр. 22 1.1. Корректировка производительности для расчета ленты стр. 22 1.2. Выбор скорости ленты стр. 22 1.3. Расчет ширины ленты стр. 22 1.4. Проверка скорости стр. 23 1.5. Расчет предварительной мощности стр. 23 1.6. Прочностной расчет ленты стр. 23 1.6.1. Определение максимального натяжения стр. 23 1.6.2. Выбор и расчет ленты стр. 24 2. Расчет роликоопор и выбор места расположения стр. 25  станций 2.1. Выбор роликоопор стр. 26 2.2. Распределение нагрузки от роликов, коэффициенты сопротивления стр. 26 3. Тяговый расчет по точкам 3.1. Сопротивление на прямолинейных участках стр. 27 3.2. Сопротивление разгрузочного устройства стр. 28 3.3. Сопротивление загрузки и параметры загрузочного устройства стр. 28 3.4. Определение сопротивлений на барабанах стр. 29 4. Проверка прочности ленты и ее сцепления с приводным барабаном стр. 30 5. Выбор и расчет приводной станции 5.1. Выбор приводного барабана стр. 30 5.2. Выбор электродвигателя стр. 31 5.3 Расчет натяжной станции 6.1. Расчет груза натяжной станции стр. 33 6.2. Подбор натяжной станции стр. 33 7. Выбор концевого барабана стр. 35 8. Конструирование конвейера 8.1. Расположение отдельных узлов стр. 35 8.2. Металлоконструкции стр. 36 8.3. Разгрузочные тележки стр. 36 9. Особенности монтажа ленточного конвейера стр. 36 10. Техника безопасности стр. 37 Заключение стр. 39 Список литературы стр. 40 Спецификация стр. Введение
Ленточные конвейеры предназначены для непрерывного перемещения насыпных и мелкоштучных грузов в горизонтальном, наклонном и вертикальном направлениях. Они нашли широкое применение во всех отраслях промышленности, сельском хозяйстве, в горнодобывающей, металлургической промышленности благодаря своим достоинствам: · Непрерывность транспортировки, способствующая повышению производительности машин, которые работают в комплексе с ленточными конвейерами; · Простота конструкции, надежность в работе и удобство обслуживания; · Возможность полной автоматизации с применением средств регулирования и контроля; · Возможность транспортирования грузов при углах наклона до 240, а специальными конвейерами – до 900, что значительно сокращает транспортные коммуникации по сравнению с другими видами транспорта; · Возможность разгрузки перемещаемого груза в любом месте трассы конвейера.
Рис. 1. Ленточный конвейер
Недостатки ленточных конвейеров: большая стоимость и недостаточная долговечность ленты, невозможность транспортирования грузов высокой температуры, липких, острокромочных.
Ленточные конвейеры бывают стационарные и передвижные. Конвейерные установки имеют широкий диапазон производительности: от нескольких тонн до 20тыс. т/ч с шириной ленты от 300 до 3000 и скоростью до 8м/с. При применении современных высокопрочных лент и многобарабанных приводов стало возможным создавать конвейеры длиной 8…10 км в одном ставе, а конвейерные магистрали эксплуатируются длиной до нескольких километров (и даже до более 200 км на открытых горных разработках). Конвейеры, установленные горизонтально, наклонно вверх и наклонно вниз до 5…80 работают в двигательном режиме, а конвейеры с углом наклона вниз более 5…80 работают в генераторном режиме.
Рис. 2. Трассы ленточных конвейеров Трассы конвейеров могут быть (рис. 2): а - горизонтальными; б, в -изогнутыми в вертикальной плоскости; г - горизонтально-наклонными со сдвоенным приводом; д - комбинированными из многих конвейеров (большой длины); е - специальными. Существует группа ленточных конвейеров, у которых тяговые и грузонесущие функции выполняются различными органами: ленточно-канатные и ленточно-цепные у которых лента является грузонесущим органом, а канат и цепь - тяговым.
Лента является наиболее ответственным и дорогостоящим элементом конвейера (до 50% общей стоимости конвейера). Как правило, с повышением срока службы ленты снижается стоимость транспортирования конвейером единицы груза. Конвейерные ленты (рис. 3) подразделяются на : резинотканевые, резинотросовые, цельнометаллические толщиной 0,6…1,2мм (в том числе с резиновым покрытием) и специальные (сетчатые, с рифленой поверхностью, из стекловолокна и др.).
Рис. 3. Конвейерные ленты
Резинотканевая лента является наиболее распространенной и состоит из тягового 1 каркаса (рис. 3а), защищенного со всех сторон привулканизированными к нему эластичными обкладками 2, 3. Тяговой каркас изготавливают из тканевых прокладок, соединенных между собой тонкими резиновыми прослойками, слои резины также придают ленте большую гибкость. Ткань состоит из нитей основы (хлопчатобумажной, синтетической, вискозного шелка и др.), воспринимающих продольную нагрузку, и нитей утка 4, обеспечивающих поперечную жесткость ленте. В резинотросовых лентах (рис. 3б) продольное тяговое усилие воспринимается металлическими тросами 5. Обкладки лент изготавливают из резиновой смеси, включающей натуральный или синтетический каучук, а также из пластмасс – поливинилхлорида и полиэтилена. Они защищают каркас ленты от механических повреждений, воздействия газов, проникновения влаги и истирания. Для транспортировки влажных и скользких грузов применяют ленту с шевронной поверхностью, которая позволяет работать на больших углах подъема конвейера : для сыпучих до 280; для единичных грузов до 400. Всё больше внедряются ленты из комбинированных и синтетических волокон (лавсан, вискоза, капрон и др.),обладающие значительно большей
Синтетические ленты имеют большую долговечность, влагоустойчивость, стойкость к ударам, легко поддаются очистке, не расслаиваются. Однако стоимость их пока остается высокой. Согласно ГОСТ 20-76 выпускают 5 типов (1, 2Р, 3, 4) гладких резинотканевых лент для транспортирования сыпучих, кусковых и штучных грузов: общего назначения; морозостойкие (1М, 2РМ) до минус 600С; негорючие (2РШ, 2Ш, для шахт); термостойкие (2П), допускающие температуру 100…2000С. Ширина лент 300…3000 мм.
Конструкция ставов и роликоопор. Для поддержания рабочей и ненагруженной ветвей ленты от Провисания в конвейере имеются роликовые опоры. Они опираются на конструкцию конвейера, называемую ставом. Ставы бывают жесткие и податливые. Жесткий став состоит из металлических секций, простых по конструкции. В стационарных конвейерах секции устанавливают на бетонные фундаменты и прикрепляют анкерными болтами. Секции переносных конвейеров изготавливают обычно из проката или труб быстроразъемными, применяя для этой цели специальные замковые соединения. Податливый канатный став состоит из продольных натянутых канатов 3, опирающихся на стойки 2 из проката или труб (рис. 4). На эти канаты подвешены роликоопоры 1, которые образуют желобчатое сечение ленты 5. Нижние ролики опор могут быть сдвинуты относительно боковых. Натяжение канатов осуществляется винтовыми 4 или лебедочными устройствами. Канатные ставы находят широкое применение в конвейерах тяжелого типа в горнодобывающей и других отраслях промышленности, где транспортируют большие массы кусков при высокой скорости. Преимущества канатных ставов: Снижаются ударные нагрузки на ленту и роликоопоры; плавность и бесшумность хода ленты; увеличивается срок службы ленты; меньше масса по сравнению с жестким ставом; хорошая приспосабливаемость к местности; удобство монтажа и демонтажа.
Рис. 4. Канатный став
Натяжение канатов выбирают таким, чтобы прогиб от веса роликоопор, ленты и груза был не более 2…2.5% от расстояния между опорными стойками. Как правило, нерабочая часть ленты имеет однороликовые опоры и только для ленты большой ширины устанавливают двухроликовые. Шаг роликов рабочей ветви зависит от ширины ленты, насыпной плотности груза и находится в пределах 0.9…1.5м. Для конвейеров с высокопрочными лентами шаг доходит до 3…4м. Шаг роликов нерабочей ветви принимают в два раза больше. На нерабочей ветви конвейера часть роликов может быть выполнена винтовыми, очищающими рабочую поверхность ленты от налипшей массы. Для возможности регулирования хода ленты крепление ролика допускает передвижку (перестановку) в плане на угол 3…50 от положения, перпендикулярного ленте, в сторону движения ленты. Предотвращение сбегания ленты с трехроликовых опор достигается наклоном боковых роликов вперед по ходу ленты на 2…40 (их устанавливают через каждые 5-6 обычных роликов), а также применением центрирующих опор.
Рис. 5. Типы роликоопор
По числу роликов и углам их наклона различают следующие типы роликоопор (рис. 5): а – однороликовая; б – двухроликовая, a1=450 и 200; в – трехроликовая, a=45, 30, 36 и 450; г – пятироликовая, a1=450 и a=180. Применение трехопорных роликоопор с большими углами наклона (300 и 450) боковых роликов стало возможным благодаря лентам типа РТЛ и с гибким синтетическим каркасом. При этом значительно увеличилась площадь поперечного сечения груза на ленте и производительность приблизилась к конвейерам с пятироликовыми опорами. Амортизирующие роликоопоры применяют для снижения динамических нагрузок и защиты ленты от разрушения падающими крупными кусками груза в местах загрузки. На рис. 6, а, б показаны конструкции роликоопор на пружинах. Для конвейеров со стальной лентой применяют пружинные роликоопоры (в), образующие желобчатое сечение ленты с прогибом, пропорциональным массе груза. Снижения ударов при загрузке и толчках во время движения ленты достигают также применением амортизирующих роликов (рис. 6, г, д): резинопневматических (удары поглощаются резиновыми цилиндрами и воздушными камерами внутри их); обрезиненных, с ребристыми резиновыми бандажами (г) и металлорезиновых роликов (д). Ролик содержит обечайку 1, установленную на подшипниках 3, внутренние жесткие втулки 4, наружные упругие втулки 2 и крышки в виде упругих конусных колец 5. Упругая втулка 2 является амортизирующим элементом ролика.
Рис. 6. Амортизирующие роликоопоры
Конструкции подвесных роликоопор для канатного става показаны на рис. 7 в двух исполнениях – на шарнирном и канатном подвесах. Шарнирная роликоопора (а) состоит из роликов 1, установленных на подшипниках качения, которые соединены между собой звеньями 2 с помощью пальцев 4 с фиксаторами 3(б). Роликоопоры крепятся к канатному ставу специальными зажимами 5. В канатном подвесе (в) ролики 7 установлены на полые оси и надеты на канат 6; между собой оси каждого ролика соединены с помощью полуцилиндров 9 с упругими элементами 8.
Рис. 7. Подвесные роликоопоры
Конвейерные ролики являются массовым элементом конвейера, от их долговечности и надежности во многом зависит эффективность транспортирования грузов ленточными конвейерами. Стоимость их доходит до 30% общей стоимости конвейера. От состояния роликов, особенно при загрязнении подшипниковых узлов, сопротивление движению ленты увеличивается, а срок службы роликов и ленты уменьшается. Ролики изготавливают из стальных труб, отливают из чугуна и пластмасс.
Приводы конвейеров. Привод конвейера состоит из барабана, редуктора, двигателя, муфт и тормозного устройства (тормоз или останов). Последние необходимы для ограничения выбега при выключении двигателя и исключения обратного хода наклонного груженого конвейера. В зависимости от требуемой величины тягового усилия применяют конвейерные приводы одно-, двух- и многобарабанные (рис. 9, а - г). По числу двигателей различают одно- и многодвигательные приводы. Наиболее распространенным и простым по конструкции является однобарабанный привод (а). Лента огибает приводной барабан Тяговое усилие повышается от прижатия ленты к барабану обрезиненным роликом (в) или использованием атмосферного давления, создавая вакуум внутри барабана. Большой эффект в повышении тяговой силы дает применение прижимной ленты (г), значительно увеличивающей сцепление с приводным барабаном (применяется для одно- и двухбарабанного приводов). Двухбарабанные приводы могут быть выполнены по следующим схемам: с жесткой связью между барабанами; с дифференциальным редуктором; с раздельным приводом. Двухбарабанный привод с жесткой связью барабанов обладает тем недостатком, что ввиду упругой вытяжки ленты, неточности изготовления барабанов, возможного налипания транспортируемого груза на барабаны и др. тяговое усилие между барабанами распределяется неравномерно. Поэтому их применяют для конвейеров небольшой мощности и при перемещении сухих или нелипких грузов. Привод с дифференцильным редуктором (рис. 9д) не имеет этих недостатков и может применяться при работе конвейера в самых тяжелых
Рис. 9. Приводы конвейеров
условиях (перемещение липких грузов, работа на открытом воздухе и т. д.). В тех случаях, когда требуется весьма компактный привод конвейера, применяют конструкцию мотор-барабан с расположением двигателя и редуктора внутри барабана (рис. 9е). Неподвижный цилиндрический корпус 2 закреплен в раме конвейера при помощи цапфы 5. В нем установлен фланцевый электродвигатель 1 с двухступенчатым редуктором 3, вращающим барабан 4. Для охлаждения двигатель снабжен вентилятором. Применяют такую конструкцию для конвейеров легкого типа. Для ленточных конвейеров весьма перспективно применение гидравлического привода, в особенности при использовании высокомоментных гидродвигателей, открывающих возможность создания приводов, которые исключают механические передачи между двигателем и барабаном. На рис. 9, ж приведена схема двухбарабанного гидравлического привода. Гидромоторы вмонтированы в барабаны 5 и 6, связанные с регулируемым насосом 1, напорным 4 и возвратным 7 трубопроводами. Регулятор 2 насоса находится под воздействием пружины, которая поворачивает регулирующий элемент в направлении уменьшения подачи жидкости насосом, преодолевая противодействие давления жидкости на поршень 3. При ненагруженной ленте давление в трубопроводе 4 невелико и скорость ленты малая. При увеличении нагрузки на ленту поршень 3 поворачивает регулирующий элемент против часовой стрелки, увеличивая частоту вращения барабанов 5 и 6. Дальнейшие повышения нагрузки приводят к автоматическому снижению скорости, что исключает перегрузку двигателя.
Для транспортирования груза на большие расстояния без перегрузок к головным приводам применяют многодвигательный ленточный привод, представляющий собой замкнутый контур тяговой ленты. Они взаимодействуют с грузонесущей лентой конвейера и создают силу тяги по всей длине конвейера. Такая система приводов значительно снижает натяжение ленты конвейера. На рис. 9, з показано 4 привода; промежуточные приводы 2 и 3 расположены на определенном расстоянии вдоль трассы. Конвейеры с такими приводами могут быть длиной до 2.5км при сравнительно низких натяжениях ленты (в отличие от натяжений, показанных пунктиром, без промежуточных приводов). Последовательной установкой таких конвейеров можно обеспечить транспортирование грузов на десятки километров. В новых конструкциях конвейеров находят применение в качестве привода электродвигателя поступательного движения – линейные асинхронные двигатели, которые успешно работают в некоторых машинах. Создан привод для ленточного конвейера, в котором лента жестко скреплена с алюминиевыми пластинами, являющимися вторичной частью двигателя. При питании линейного двигателя от сети частотой 50Гц минимальная скорость движения составляет значительную величину 2.4м/с. Следовательно, для малых скоростей необходим электрический источник пониженной частоты. Барабаны изготавливают сварными из трубы или из листовой стали, а также отливают из стали и чугуна. По форме наружной поверхности барабаны бывают цилиндрические, реже бочкообразные для лучшего центрирования ленты. Для увеличения коэффициента сцепления ленты с барабаном их футеруют фрикционными материалами (резиной, лентой пластмассой). Натяжные устройства. Натяжные устройства предназначены для компенсации удлинения ленты при работе, создания и поддержания в заданных пределах натяжения, обеспечивающего устойчивое сцепление ленты с приводным барабаном и ограничения провисания ленты между роликоопорами. Лента натягивается перемещением натяжного барабана на тележке или специальных направляющих.
Рис. 10. Натяжные устройства По принципу действия они делятся на устройства, работающие периодически по мере вытягивания ленты (винтовые, реечные и т.д.), и автоматические (грузовые, гидравлические, пневматические). Автоматические устройства бывают с регулируемым (в зависимости от величены крутящего момента привода) и нерегулируемым натяжением. Натяжное устройство размещают в конвейере, как правило, там, где натяжение ленты минимальное. В наклонных конвейерах устройство устанавливают внизу, и хвостовой барабан используют в качестве натяжного. В тяжелых конвейерах большой длины натяжное устройство конструируют в одном узле с приводом для упрощения обслуживания и управления конвейером. Длина хода натяжного барабана зависит от длины конвейера L и типа ленты: 2…1,5% L для резинотканевых и 0,2…0,15% L для резинотросовых лент. Винтовые натяжные устройства (рис. 10, а) применяют для конвейеров небольшой длины (до 60м) в условиях малого изменения температуры окружающей среды. Оба винта работают независимо. Устройства имеют малые габариты, но им присущ недостаток – необходимо производить периодическое подтягивание по мере вытягивания ленты во избежание пробуксовки приводного барабана. Для улучшения работы конвейера устройство выполняют подпружиненным. В грузовом устройстве натяжной барабан перемещается во время работы конвейера автоматически, поддерживая постоянное натяжение ленты. По расположению их делят на хвостовые (б) и промежуточные (в).Тележка 4 с хвостовым барабаном 3 по мере вытягивания ленты перемещается по рельсам с помощью каната 2 под действием груза 1.Применяют их в конвейерах любой длины, за исключением весьма коротких. В конвейерах большой длины для уменьшения натяжного груза применяют полиспастные устройства (г).
Автоматические натяжные устройства можно классифицировать: · по принципу действия – непрерывного и периодического; · по числу управляемых параметров – один, два и три; · по типу привода – электрический, гидравлический; · по закону изменения регулируемого натяжения сбегаемой ветви – стабилизирующие, следящие и комбинированные. Стабилизирующие устройства должны обеспечить постоянное натяжение независимо от изменения нагрузки конвейера, условий сцепления ленты с барабаном и др. При пуске конвейера для разгона масс стабилизирующее устройство обеспечивает повышенное натяжение ленты, необходимое для создания тягового усилия в 1,3…1,5 раза больше, чем при установившемся движении (д). Если натяжение ленты изменяется в соответствии с натяжением набегающей ветви, система регулирования является следящей. В комбинированных автоматические устройства при пуске действуют как следящие, а в период установившегося движения – как стабилизирующие или наоборот. Схема автоматического стабилизирующего натяжного устройства показана на рисунке 10,е. Тележка с натяжным барабаном перемещается с помощью полиспаста барабанной лебедкой 3 от электродвигателя 5 через червячный редуктор 4. От датчика натяжения сбегающей ветви 2, включенного в цепь управления привода автоматической лебедки, подается импульс на включение двигателя 5, когда натяжение в ленте становится меньше минимального. Лебедка подтягивает тележку 1 до тех пор, пока натяжение ленты не достигнет заданного значения, а затем двигатель отключается. Таким образом автоматически поддерживается натяжение ленты, близкое к постоянному. На рис. 10, ж приведена схема гидравлического автоматического устройства. При работе шестеренного насоса 1, питаемого от резервуара 2, рабочая жидкость через обратный клапан по трубопроводу 5 подается в подпоршневую полость гидроцилиндра 3. Поршень перемещает с помощью канатной тяги 6 барабан до тех пор, пока натяжение ленты не достигнет требуемого значения, определяемого настройкой перепускного клапана 4. Датчик усилия натяжения встроен в канатную тягу, а тахогенератор для определения скорости движения ленты установлен на ролик. Как и в предыдущем устройстве, натяжение ленты в период пуска привода автоматически повышается, а затем снижается и остается практически постоянным, контролируемым с помощью датчика усилий. Гидравлический механизм отличается от электроприводного большей надежностью и компактностью. Загрузочные устройства.
Для улучшения условий загрузки необходимо загрузочную часть конвейера располагать горизонтально или под углом не более 10…120 к горизонту. При падении на ленту кусков большой массы с большой высоты конвейеры оборудуют канатным ставом с хорошей амортизирующей способностью. На рис. 11 представлены схемы наиболее распространенных в практике загрузочных устройств. Для сохранения ленты поток груза направляют сначала на наклонный лоток (а) или колосники (б), через которые просыпаются мелкие фракции груза на ленту, создавая постель для крупных кусков. Для снижения энергии падающих кусков применяют резиновые амортизаторы (в). С целью уменьшения провисания ленты в месте разгрузки роликоопоры устанавливают с меньшим шагом. Для равномерной подачи и придания грузу скорости, равной скорости ленты, применяют питатели различных типов.
Рис. 11. Загрузочные устройства
Разгрузочные устройства. По конструктивному исполнению они бывают съемные, откидные и передвижные. На современных конвейерах сбрасыватели управляются автоматически от электромагнитного или пневматического 3 приводов, куда воздух подается из воздухопровода 4. Наряду с недостатками (повышенный износ ленты, значительные местные сопротивления ограничивают скорость ленты до 2м/с) плужковые сбрасыватели являются единственным устройством для промежуточного съема с конвейера штучных грузов. Основным устройством для промежуточной разгрузки сыпучих материалов с конвейеров являются самоходные двухбарабанные разгрузочные тележки (рис. 12, в). Они бывают с одно- и двухсторонней разгрузкой. На раме 1 смонтировано два неприводных барабана 4 и роликоопоры 8, по которым проходит груженая конвейерная лента. При сходе ленты с верхнего барабана груз высыпается в воронку 7, а порожняя лента, обогнув нижний барабан, выходит из тележки на свою трассу. Тележка перемещается на ходовых колесах 10 по рельсовому пути с помощью редукторного привода 5. Для обеспечения устойчивости тележки предусмотрен рельсовый захват 2 с приводом 3. Шибера 9 с приводом 6 управляют выпуском сыпучих грузов из воронки. Общий вид конвейера с разгрузочной тележкой приведен на рис. 12, г. Тележка перемещается по рельсам вдоль трассы по мере надобности разгрузки в требуемом месте (бункере). Показаны крайние А, С и промежуточные В положения тележки на трассе.
Рис. 12. Общий вид конвейера с разгрузочной тележкой Место расположения привода конвейера. При правильном расположении привода в конвейере уменьшается натяжение ленты, увеличивается запас сил трения на приводном барабане, увеличивается срок службы ленты. Привод может быть размещен в верхнем, нижнем или промежуточном пунктах трассы конвейера. При доставке груза вверх из условий увеличения запаса сцепления на приводных барабанах и уменьшения натяжения ленты на концевых барабанах привод целесообразно размещать в конце груженой ветви, т. е. в верхнем конце конвейера. В случае доставки грузов вниз привод целесообразно размещать в начале груженой ветви. Общее правило рационального расположения приводов конвейеров простой трассы независимо от направления груза – привод целесообразно располагать в конце ветви с максимальным натяжением. В конвейерах сложной трассы оптимальное расположение привода может быть определено методом сравнения двух критериев: максимум сил трения на приводных барабанах и минимум суммы натяжений в отдельных точках ленты. Кроме того, на расположение привода оказывают влияние местные условия, такие, как технологическая схема работы комплекса машин, расположение помещений и фундаментов под привод, подвод энергии и др. Остановы.
Наиболее простой конструкцией является ленточный останов (а), где стопорная лента 2, укрепленная на раме 3, затягивается движущейся вниз конвейерной лентой 1 между барабаном и останавливает ее. Однако стопорная лента быстро изнашивается, и стопор перестает работать. Принцип работы валикового останова (б) основан на том, что при ходе ленты назад барабан 4 начинает поворачиваться в обратном направлении и валик 8, помещенный на наклонной стенке швеллера 6, заклинивает барабан. Щиток 5 предохраняет валик от загрязнения, а рычаг 7 служит для регулировки наклона стенки. Работа храпового останова понятна из рис. 13, в.
Рис. 13. Остановы Очистные устройства. На поверхности ленты после разгрузки остаются прилипшие частицы груза. Для создания нормальных условий работы и повышения срока службы ленты предусмотрена очистка. При плохой очистке нарушается стабильность движения ленты, повышается ее износ, уменьшается коэффициент трения между лентой и барабаном. В сдвоенном приводе при огибании лентой одного из барабанов рабочей стороной происходит перераспределения тяговых усилий между барабанами. При работе конвейера в зимних условиях прилипший к ленте и барабану материал примерзает, в результате чего затрудняется работа конвейера или вообще становится невозможной. Очистные устройства (рис. 14) можно разделить на следующие типы: а – скребковые с различным способом прижатия скребка к ленте; б – щеточные; в – винто - лопастные; г – вибрационные; гидравлические и пневматические.
Рис. 14. Устройства для очистки ленты Хорошее качество очистки дают винто - лопастные скребки, вращающиеся от индивидуального привода или от барабана цепной передачей. Вибрационные устройства повышают качество очистки и резко уменьшают износ скребка; амплитуда колебаний 1.5…3мм. Иногда при работе с влажным грузом грубую очистку выполняют капроновыми скребками, а чистую – рядом установленным по ходу движения ленты винтовым устройством, вращающимся в противоположном движению ленты направлении с окружной скоростью в 2…3 раза больше скорости ленты. При перемещении сильно липких грузов применяют гидравлическую очистку ленты струей воды, которую подают под некоторым углом навстречу движущейся ленте. Недостатки этого способа: значительный расход воды, необходимость устройств для ее подачи и отвода; уменьшение коэффициента трения между лентой и барабаном; неприемлем при минусовой температуре. Реже применяют пневматический и другие способы очистки. Очистка холостой ленты осуществляется также дисковыми и винтовыми роликами. Иногда в длинных конвейерах холостую ветвь конвейера при сбегании с привода переворачивают на 1800, после чего она движется по роликам чистой стороной, а перед хвостовым барабаном ее снова возвращают в исходное положение. Такой способ повышения сцепления ленты с барабаном является довольно перспективным.
1 Расчет ленты. |
|||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 937. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |



 Ленточный конвейер (рис. 1) состоит из гибкой замкнутой, предварительно натянутой ленты 1, являющейся одновременно грузонесущим и тяговым органом, приводного 2 и натяжного 7 барабанов; роликоопор 5 для поддержания рабочей и нерабочей ветвей, привода, состоящего из одного или нескольких приводных барабанов, редуктора 3, двигателя 4 и муфт, натяжного устройства 8, опорной металлоконструкции 6, загрузочного 9 и разгрузочного устройств, очистных устройств 10.
Ленточный конвейер (рис. 1) состоит из гибкой замкнутой, предварительно натянутой ленты 1, являющейся одновременно грузонесущим и тяговым органом, приводного 2 и натяжного 7 барабанов; роликоопор 5 для поддержания рабочей и нерабочей ветвей, привода, состоящего из одного или нескольких приводных барабанов, редуктора 3, двигателя 4 и муфт, натяжного устройства 8, опорной металлоконструкции 6, загрузочного 9 и разгрузочного устройств, очистных устройств 10.
 Конвейерные ленты.
Конвейерные ленты.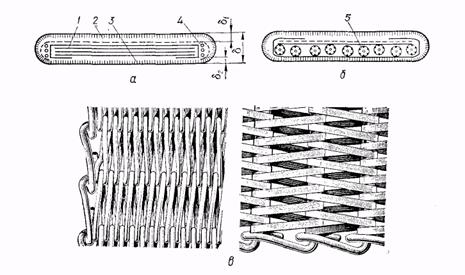
 прочностью, что приводит к уменьшению массы и габаритов конвейера за счет уменьшения числа прокладок лент.
прочностью, что приводит к уменьшению массы и габаритов конвейера за счет уменьшения числа прокладок лент.





 нерабочей стороной, что обеспечивает более стабильный коэффициент сцепления с барабаном. Угол обхвата барабана лентой 210…2300. Для конвейеров, транспортирующих тяжелые грузы на большие расстояния, применяют двухбарабанный привод, состоящий из двух приводных барабанов 1, 2 (б) и неприводного 3. Этот привод обладает большим тяговым усилием, так как суммарный угол обхвата лентой двух барабанов увеличивается до 4800.
нерабочей стороной, что обеспечивает более стабильный коэффициент сцепления с барабаном. Угол обхвата барабана лентой 210…2300. Для конвейеров, транспортирующих тяжелые грузы на большие расстояния, применяют двухбарабанный привод, состоящий из двух приводных барабанов 1, 2 (б) и неприводного 3. Этот привод обладает большим тяговым усилием, так как суммарный угол обхвата лентой двух барабанов увеличивается до 4800.

 В настоящее время приводные станции проектируют таким образом, чтобы можно было, приняв за базу однобарабанный привод, скомплектовать двух-, трех- и многобарабанный привод из одинаковых узлов.
В настоящее время приводные станции проектируют таким образом, чтобы можно было, приняв за базу однобарабанный привод, скомплектовать двух-, трех- и многобарабанный привод из одинаковых узлов.

 В современных конструкциях конвейеров широко применяют автоматические лебедочные натяжные устройства с полиспастом, приводимые в действие электро- или гидроприводами.
В современных конструкциях конвейеров широко применяют автоматические лебедочные натяжные устройства с полиспастом, приводимые в действие электро- или гидроприводами. Загрузка движущейся ленты конвейера осуществляется при помощи лотка, ширина выходного отверстия которого должна быть 0,6…0,7 ширины ленты; угол наклона стенок 10…150. Место загрузки является одним из основных мест повреждения и износа ленты в результате трения о груз. Основные требования к загрузочным устройствам сводятся к обеспечению заданной производительности конвейера и долговечности ленты. Последнее достигается предохранением ленты от разрушения падающими кусками, уменьшением износа путем придания грузу скорости, равной скорости ленты, обеспечением равномерной подачи груза на конвейер, хорошим центрированием груза на ленте. Устройства должны быть простой конструкции и не должны создавать больших сопротивлений движению ленты.
Загрузка движущейся ленты конвейера осуществляется при помощи лотка, ширина выходного отверстия которого должна быть 0,6…0,7 ширины ленты; угол наклона стенок 10…150. Место загрузки является одним из основных мест повреждения и износа ленты в результате трения о груз. Основные требования к загрузочным устройствам сводятся к обеспечению заданной производительности конвейера и долговечности ленты. Последнее достигается предохранением ленты от разрушения падающими кусками, уменьшением износа путем придания грузу скорости, равной скорости ленты, обеспечением равномерной подачи груза на конвейер, хорошим центрированием груза на ленте. Устройства должны быть простой конструкции и не должны создавать больших сопротивлений движению ленты.



 Для предотвращения самопроизвольного обратного движения наклонного конвейера при остановке применяют остановы (рис. 13): ленточные, валиковые , храповые и роликовые.
Для предотвращения самопроизвольного обратного движения наклонного конвейера при остановке применяют остановы (рис. 13): ленточные, валиковые , храповые и роликовые.
 Наибольшее распространение получила очистка ленты скребками (пластмассовыми, резиновыми, стальными), которые устанавливают под погрузочным барабаном в ряд или в шахтном порядке. При транспортировании сухих грузов достаточно резинового скребка. Скребки применяют также для очистки барабанов от налипшего на их поверхность материала.
Наибольшее распространение получила очистка ленты скребками (пластмассовыми, резиновыми, стальными), которые устанавливают под погрузочным барабаном в ряд или в шахтном порядке. При транспортировании сухих грузов достаточно резинового скребка. Скребки применяют также для очистки барабанов от налипшего на их поверхность материала.
