|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
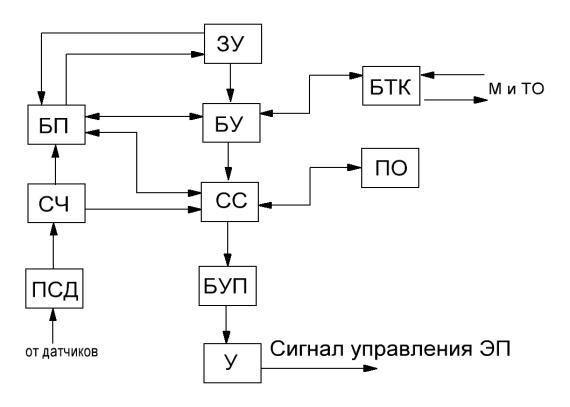
Позиционно-контурные системы управления промышленными роботами.Функции позиционно-контурной системы: 1)Число управляемых координат 3-8 2)Объем памяти программ 200 – 5000. 3)Число технологических команд 28 – 128 4)Тип привода: следящий или дискретный 5)Наличие нескольких программ, развитая система диагностики, возможность сопряжения с другими устройствами. Способы обработки геометрической информации: 1)децентрализованная структура 2)централизованная структура
децентрализованная централизованная
ПСД-преобраз. сигналов датчиков МУЭП – модуль управления ЭП СЧ – счетчик МСД – модуль сопряж. с датчиком БП – буферная память МВТК–модуль входныхтехн.команд ЗУ – запоминающее устр-во МВывТК – выходных техн. команд БУ – блок управления Т - таймер СС – схема сравнения ПО – панель оператора У – усилитель БТК – блок технологич. команд ПО – панель оператора
|
||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 418. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |