|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Программирование промышленных роботов.АНАЛИТИЧЕСКОЕ ПРОГРАМИРОВАНИЕ ПР.Управляющая программа подготавливается с применением расчетныхпараметров в основном без участия оператора. Этот метод широко применяется в станках с ЧПУ и поэтому рассмотрим его подробнее.За последние годы выработались два способа подготовки программ для оборудования с ЧПУ: ручной и автоматизированный. Ручная подготовка программ очень трудоемка, и поэтому в настоящее время применяется в основном автоматизированная подготовка.Автоматизированная подготовка программ. Чтобы сократить время на подготовку управляющих программ, в последние годы применяются автоматизированные комплексы, в состав которых входят достаточно совершенные средства вычислительной техники и соответствующее математическое обеспечение. Такой подход позволяет автоматизировать следующие этапы:1) определение числа проходов и всех требуемых режимов обработки;2) определение эквидистанты;3) аппроксимацию и интерполяцию элементов траектории;4) автоматический разгон, торможение и поддержание постоянной скорости вдоль контура;5) автоматическое введение коррекции перемещений исполнительных устройств;6) автоматическое определение команд стандартных циклов обработки. 
РТК на основе металлорежущих станков. РТК металлообработки применяются для следующих направлений: 1) Выполнение вспомогательных операций, таких как смена обрабатываемых деталей, инструмента, оснастки. 2) Выполнение контрольно-измерительных операций над обрабатываемой деталью. Контрольно-измерительные операции могут выполняться как во время технологических операций, так и в технологических паузах. Пример на основе вал вращения.(контрольно-измерит. операций )
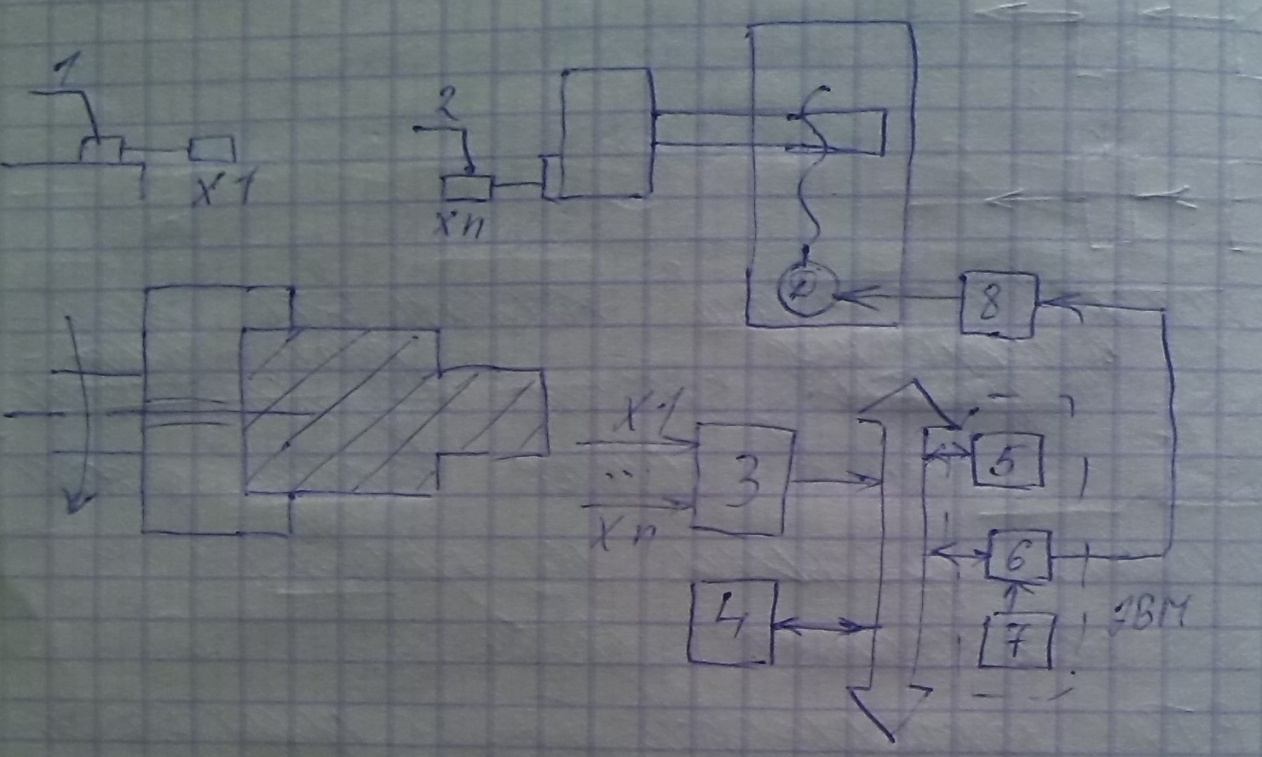
1-измерительная головка для контроля состояния режущего элемента. 2- измерительная головка для контроля параметров обрабатываемой детали. 3- контроллер измерительного устройства 4-контроллер измерительных преобразователей 5-оперативная память 6-микропроцессор 7-ПЗУ 8-преобразователь Системы по нарисованной схеме позволяют контролировать следующие параметры для режущего интструмента: ширину ленточки износа, расстояние от вершины до базовой точки, температуру режущего инструмента. Для обрабатываемой детали -линейные размеры, шероховатость, температуру. Различают системы активного и пассивного контроля. Системы активного контроля осуществляют замеры во время обработки детали, что не приводит к увеличению технологического времени. Такие системы имеют непосредственную связь с системами числового программного управления технологического оборудования. Однако такие системы являются более дорогими, т.к должны обладать помехоустойчивостью, надежностью и т.д Системы пассивного контроля осуществляют измерения после окончания процесса обработки. Измерительная система активных либо пассивных систем контроля может быть с прямым либо с косвенным измерением параметров.
|
||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 360. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |