|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Сырье и материалы в производстве ДстП.Сырье: 1. Неделовая и тонкомерная древесина (сырье для технологической переработки) после рубок ухода. Это круглый, неокоренный, с обрубленными ветками материал. 2. Отходы лесозаготовок в виде технологической щепы (техщепа из сучьев как лиственных, так и хвойных пород) только для внутреннего слоя. Допустимое содержание в объеме щепы: коры – 25%, гнили 3%, хвои и листьев 5%, минеральных примесей 1%. 3. Кусковые и мягкие отходы лесопиления, деревообработки и фанерного производства, переработанные в технологическую щепу. Максимально допустимо содержание: коры – 15%, гнили – 5%, минеральных примесей – 0,5%. Для высококачественных плит содержание коры в щепе не более 3%. · Опилки добавляются для трехслойных плит: 10-20% из твердых лиственных пород и до 50% из хвойных и мягких лиственных пород. · Отходы фанерного производства – карандаши (для внутреннего и наружных слоев) и шпон-рванина (только для внутреннего слоя) · Стружка-отходы от строгальных станков используется во внутреннем слое трехслойных плит. Хвойные без ограничений, твердых лиственных пород до 30% добавки к специальной резанной стружке. · Из стружки-отходов от д/о станков получают высококачественные ДСтП. · Технологическая и шлифовальная пыль 40% к стружке для наружных слоев и до 20% для внутреннего слоя. Материалы Связующие: 1. Органические, полученные синтетическим путем: · Карбамидоформальдегидные КФ · Фенолоформальдегидные ФФ · Карбамидомеламиноформальдегидные КМФ – редки, т.к. дефицитны КФ стойки к холодной воде, быстро отверждаются при нагревании, обеспечивают высокую прочность склеивания, недефицитны.  ФФ и КМФ повышенной водостойкости. ФФ наиболее токсичны и используются на открытом воздухе, КМФ менее токсичны 2. Неорганические (обладают высокой прочностью при низкой плотности, огне-, био-, атмосферостойкостью и морозостойкостью, поэтому такие плиты применяются в строительстве) · Цемент · Жидкое стекло · Каустический магнезит Химические добавки: 1) Лигносульфаты марки КБЖ дает необходимую вязкость и свойства липкости 2) Гидрофобные добавки (парафин в расплавленном виде или его эмульсия) увеличивают временную водостойкость 3) Антисептические добавки от грибных поражений и насекомых: кремнефтористый натрий и фтористый натрий, медный купорос. 4) Антипирены повышений огнестойкости плит: борная кислота, сернокислый аммоний, бура, соли фосфорной кислоты и металлов. Продольное пиление дисковыми пилами. Типы станков. Типы круглых пил. Установка пил в станок.
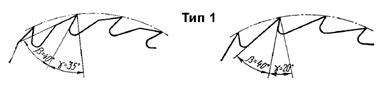
Типы станков: 1) Однопильные ЦДТ-6М для продольного рапиливания 2) 3) Круглопильные обрезные станки для продольного раскроя Ц2Д-5А для получения из необрезной доски обрезную 4) Ребровые станки ЦР-4 5) Угловые бревнопильные станки БАРС 6) Прирезные станки для обрезки одной необрезной кромки 7) Фрезерно-брусующие и фрезернопильные агрегаты и линии ФБС-750, ЛАПБ-2, ЛФП-2 8) Фрезерно-обрезные станки Ц2Д-7А, Ц4Д-7, Ц2Д-1Ф перерабатывают срезаемые рейки в щепу 1. Пилы круглые плоские для продольного пиления древесины на одно- и многопильных станках различного назначения. Имеют два исполнения: · 1 – с ломанной (криволинейной) задней поверхностью зубьев · 2 – с прямолинейной задней поверхностью зубьев (в бытовых д/о станках, электрифицированном ручном инструменте и фрезерных станках. |
||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 545. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
 Круглая пила – многорезцовый дереворежущий инструмент в форме диска с зубьями, насеченными на внешней кромке. Круглая пила закрепляется на валу и вращается вместе с ним непрерывно в процессе пиления. При непрерывной подаче материала пиление круглыми пилами имеет высокую производительность.
Круглая пила – многорезцовый дереворежущий инструмент в форме диска с зубьями, насеченными на внешней кромке. Круглая пила закрепляется на валу и вращается вместе с ним непрерывно в процессе пиления. При непрерывной подаче материала пиление круглыми пилами имеет высокую производительность.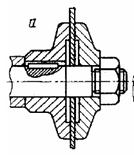 Круглопил многопильные станки (Ц8Д-8М 8 пил) для развала бруса
Круглопил многопильные станки (Ц8Д-8М 8 пил) для развала бруса