|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Способы сушки древесины и их классификация. Гто 75 и 229 су 29Классификация видов и способов сушки базируется на особенностях теплообмена материала со средой. По этому признаку различают следующие виды сушки: · Конвективный · Кондуктивный · Радиационный · Электрический К конвективному виду относятся следующие способы сушки древесины: 1) Атмосферная сушка – испарение влаги с использованием тепла атмосферного воздуха без его подогрева. Это сушка на открытых складах или под навесом. 2) Газопаровая (или камерная) – сушка древесины нагретыми газами в специальных сушильных устройствах при атмосферном давлении 3) Ротационная – сушка древесины на вращающейся карусели в нагретой газовой среде с использованием центробежного эффекта. 4) Вакуумная – газопаровая сушка при давлении ниже атмосферного. 5) Сушка в жидкостях – сушка с использованием нагретых гидрофобных жидкостях и в солевых водных растворах Кондуктивный способ сушки – передача тепла древесине путем теплопроводности при контакте с нагретыми поверхностями. Радиационный способ – передача тепла путем облучения источниками инфракрасного излучения. Его сейчас не применяют. К электрическому виду относятся следующие способы сушки древесины: 1) Диэлектрическая сушка – сушка в электрическом поле высокой частоты, тепло материалу передается за счет диэлектрических потерь 2) Индукционная сушка – сушка в электромагнитном поле промышленной частоты с передачей тепла материалу от размещенных внутри штабеля ферромагнитных прокладок, нагреваемых индуктивными токами. 2.Лущение древесины: технология и организация производства шпона. 82-95 валын пдф Технологический процесс:  1. Подача чураков 2. Центровка чураков в лущильном станке (по 3 либо 4 точкам) Центрирование (базирование) чураков выполняется в центровочно - загрузочных устройствах (ЦЗУ) с целью совмещения оси чурака с осью вращения шпинделей лущильного станка. От точности выполнения этого условия значительно зависит полезный выход шпона. 3. Лущение. К основным параметрам режима лущения шпона относятся влажность и температура чурака, угловые параметры лущильного ножа и прижимной линейки, обжим шпона. 4. Рубка шпона выполняется на ножницах различной конструкции и ставит своей целью получение форматных листов шпона и заготовок кускового шпона. 5. Укладка шпона 6. Удаление и переработка вторичного сырья. Организация производства: Чураки со склада сырья по цепному конвейеру подаются на распределительный конвейер и проходят мимо пульта оператора, который принимает решение о подаче чураков на ту или иную линию. Обычно лучшие по качеству чураки попадают на первую линию. Сбрасыватель чураков переправляет чурак на накопитель, который является буферной зоной, обеспечивающей лущильный станок бесперебойной работой. Загрузка чураков в станок происходит с помощью центровочно-загрузочного устройства, например марки ЦЗУ-17, которое совмещает ось вращения шпинделей лущильного станка с осью чурака. В начале цикла лущения лущильный станок выдает шпон-рванину, который направляется на поперечный ленточный конвейер, соединяющий все лущильные станки цеха и передающий вторичное сырье на переработку в рубительную машину. По мере образования ленты в виде кусков они направляются под ножевую рамку и затем падают вниз на конвейер для кускового шпона. Деловой шпон поступает на транспортер - петлеукладчик, ускоряющая ветвь которого распрямляет петлю сырого шпона и передает ее в ножницы для рубки шпона. Форматные листы складываются автоматически в две стопы в зависимости от качества шпона. Остаток от лущения (карандаш) падает вниз на транспортер для карандашей, которые выносятся в сторону для складирования и переработки.
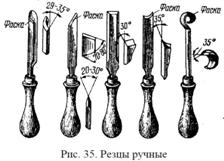
Точение – процесс резания, предназначенный для обработки заготовок для получения деталей, имеющих форму тел вращения. Образующие их поверхностей – прямая или кривая. Обработанная точением поверхность может быть внешней или внутренней. Процесс точения характеризуется вращательным движением заготовки (или резца) и поступательным движением резца (или заготовки). В зависимости от способа базирования заготовки различают токарные станки: 1. центровые (ТП40-1, ТС40-1, ТС63-1) заготовка зажимается в центрах и вращается. Подачи поперечная и продольная могут быть ручными, когда резец в виде стамески перемещается, опираясь на подручник (линейку). Поперечная и продольная подачи могут выполняться также с помощью суппорта вручную и механически. 2. лобовые обрабатываются дисковые детали диаметром до 2 - 4 м для модельного производства. Заготовка в виде склеенного щита крепится на планшайбе винтами и вращается. Резец перемещается относительно оси вращения планшайбы поперечно и продольно суппортом вручную или механически. 3. 4. Универсальные токарные станкидля обработки древесины позволяют выполнять разнообразные токарные работы: ТС63 – ручное точение цилиндрических и фасонных поверхностей в центрах; – ручное торцевое точение на планшайбе; – точение с помощью суппорта. Режущий инструмент: Ручные резцы желобчатой формы для черновой обработки, с косым расположением лезвия для чистовой обработки, с двухугловым лезвием, слезвием для прямоугольной либо закругленной выточки. Сталь марки У10А, У12,ХВГ, ШХ12, ШХ15. Суппортные резцы: проходные, расточные, отрезные, резцы-гребенки для нарезания резьбы и различные фасонные резцы. угловыми параметрами: α = 8…15°; β = 30…40°; γ = 45…55°. сталь марки ХВГ, ШХ15, Р9, Р6М5. Ножевые головки (у круглопалочных станков) Угол наклона главной режущей кромки λ устанавливают в пределах 5…15°, угол заострения 35° .сталь марки Х6ВФ. Наладка токарных станков. 1. Выбирают резец. На станках с механической подачей резец закрепляют в резцедержателе. 2. Заготовку закрепляют в центрах или в патроне, или на планшайбе. 3. При ручной подаче подручник устанавливают по возможности ближе к обрабатываемой поверхности на уровне осей центров. 4. Регулируют величину скорости главного движения, которую принимают равной 10 – 12 м/с при обработке мягкой древесины и 0,5 – 3,0 м/с для твердой древесины. 5. Регулируют скорость подачи. Продольная подача назначается равной при черновом точении 1,6 – 2 мм/об, при чистовом – не более 0,8 мм/об, при поперечном точении подача на один оборот шпинделя принимается не более 1,2 мм/об. 6. Работу станка проверяют на холостом ходу, затем обрабатывают пробные детали. Билет №6 |
||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 514. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
 3. Точение древесины. Типы станков. Режущий инструмент, установка его в станок, правила работы.
3. Точение древесины. Типы станков. Режущий инструмент, установка его в станок, правила работы. бесцентровые (круглопалочные) станки (КПА20, КПА50, КПФ50) режущие ножи крепятся в полой ножевой головке. Режущие кромки ножей повернуты к оси вращения ножевой головки. Заготовка с помощью вальцового механизма подачи проносится через полость вращающейся ножевой головки. На выходе образуется деталь цилиндрической или конической формы (черенки для лопат, ножки журнальных столиков).
бесцентровые (круглопалочные) станки (КПА20, КПА50, КПФ50) режущие ножи крепятся в полой ножевой головке. Режущие кромки ножей повернуты к оси вращения ножевой головки. Заготовка с помощью вальцового механизма подачи проносится через полость вращающейся ножевой головки. На выходе образуется деталь цилиндрической или конической формы (черенки для лопат, ножки журнальных столиков).