|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Послепрессовая обработка ДСтП: кондиционирование, обрезка по формату, сортировка, технологическая выдержка, шлифование и складское хранение.1. Охлаждение и кондиционирование Охлаждение проводится с целью устранения градиентов температуры, влажности и степени отверждения связующего, а также увеличения прочности плит после горячего прессования. Продолжительность охлаждения 10-30 мин при омывании воздухом цеховой температуры в установках веерного типа. 2. Технологическая выдержка Производится в штабеле высотой до 2,5 м, где плиты вылеживаются друг на друге до полного отверждения клея. Время отвержения зависит от клея, пресса и режима прессования. 3. Форматная обрезка Проводится обрезка продольных, а затем поперечных кромок плит по формату на четырехпильном форматно-обрезном станке. Плита перемещается цепным транспортером между 2 стационарными пилами, затем происходит тоже самое на другом цепном транспортере, расположенном перпендикулярно первому. Отпиленные рейки измельчаются фрезами в щепу. 4. Шлифование Осуществляют на линии шлифования, в основе которой калибровально-шлифовальный станок с верхним и нижним расположением шлифовального агрегата относительно плиты. Равномерность снимаемого слоя обеспечивают подпружиненные верхний и нижний столы с подающими роликами. Величина сошлифовываемого слоя 0-2,4 мм. 5. При сортировке учитываются физико-механические свойства и шероховатость плит, которые зависят от марки плит. Предельные отклонения по длине плиты 5 мм, по ширине – 3 мм, равнотолщинности – 0,15 мм, плиты после колибрования и шлифования должны иметь по всей площади равномерную плотность 850-900 кг/м3, обеспечивающую необходимую прочность. Величина рН поверхностных слоев не менее 5-5,5.  Плиты неудовлетворяющие требованиям отправляются на переобрезку, шлифование либо бракуются и перерабатываются в отходы. 6. Складское хранение Пачки плит высотой 600 мм перевозят автопогрузчиками на склад и укладывают из в штабеля высотой до 4,5 м. Пачки плит укладывают на деревянные поддоны или на деревянные бруски толщиной не менее 80 мм, расстояние между которыми 500-600 мм. Плиты хранят в сухом отапливаемом (в зимнее время) вентилируемом помещении, оснащенном механизмами погрузки, разгрузки и транспортировки. Штабеля устанавливают на расстоянии не менее 1,5 м от дверей и 0,5 м от стен. Между штабелями должны быть проезды и проходы. Ширина проезда не менее 2,5 м, главного проезда – не менее 5 м. Не допускается размещать штабеля вблизи отопительных труб и местах повышенной влажности. Температура помещения для хранения плит должна быть не ниже 10 С, а относительная влажность не выше 65%. 3. Пиление ленточными пилами. Типы ленточнопильных станков. Ленточные пилы. Установка пил. 72,115 Пиление древесины ленточными пилами.
Типы ленточнопильных станков: 1) Бревнопильные · Вертикальные ЛБ · Горизонтальные ЛГ 2) Делительные (ребровые) ЛД – для распиливания поставленных на ребро брусьев, толстых досок, горбылей и т.п. В зависимости от вида механизма подачи: · с механической подачей кареткой · с конвейерной подачей По количеству пил: · однопильные · двухпильные (сдвоенная ленточнопильная линия ЛБЛ150-1) · многопильные Пилы многопильного станка могут располагаться последовательно друг за другом или симметрично оси подачи. Ленточные пилы 1. г) Бревнопильные - для распиловки бревен и брусьев (для крупномерного сырья) ширина пил 230 мм Т-1,4 и 1,6 мм Д=10800 и 11700 2. в) Ребровые – для распиливания досок на ребро Ш=85-175, Т=1-1,4 мм Д=7000,8500, 9000 3. б) Столярные - для распиловки древесины на столярных и делительных станках а именно для распиливания досок и щитов(два типа: 1-узкие, 2-широкие) Ш-10-60 мм Т=0,6-0,9 мм 4000 и 6000 мм
Пилы устанавливают на двух шкивах ленточнопильных станков (один приводной, другой – натяжной) так, чтобы зубья выступали за кромку обода шкивов. Затем проводят натяжение пилы, поднимая верхний шкив винтом ил моховичком. Натяжение контролируют по положению пружины. Напряжение растяжения в натянутой пиле зависит от ее ширины и должно быть 15…50 МПа. Регулируют наклон верхнего шкива. Чтобы добиться стабильной траектории движения пилы. |
||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 488. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
 Сортировка ДСтП
Сортировка ДСтП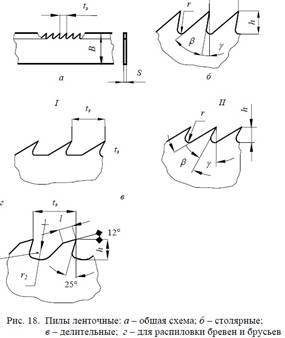 Ленточная пила – многорезцовый режущий инструмент в виде бесконечной стальной ленты, на одной кромке которой насечены зубья. Пила натягивается на два шкива, расположенных в горизонтальной или вертикальной плоскостях. При вращении ленточная пила движется непрерывно: в зоне резания – прямолинейно, на шкивах – по дугам. Движение резания – прямолинейное движение ленточной пилы. Движение подачи – прямолинейное движение древесины.
Ленточная пила – многорезцовый режущий инструмент в виде бесконечной стальной ленты, на одной кромке которой насечены зубья. Пила натягивается на два шкива, расположенных в горизонтальной или вертикальной плоскостях. При вращении ленточная пила движется непрерывно: в зоне резания – прямолинейно, на шкивах – по дугам. Движение резания – прямолинейное движение ленточной пилы. Движение подачи – прямолинейное движение древесины.