|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Свойства воздуха — агента сушки древесины. Гто 7-23 су 6Агент сушки – смесь нагретого воздуха с водяным паром или топочными газами, которая передает тепло конвективным способом высушиваемому пиломатериалу. 1) Парциальным давлением того или иного компонента в смеси газов принято называть давление, которое имел бы данный компонент при удалении: из объема, занимаемого смесью, всех остальных газов. Атмосферное давление воздуха ра может рассматриваться как сумма парциальных давлений сухого воздуха и содержащегося в нем водяного пара: ра = рв+ рп или рп = раd/(622+d) 2) Абсолютной влажностью воздуха ρп называется масса водяного пара в единице объема влажного воздуха или это плотность водяного пара в воздухе. ρп= рп/(461,58(273+t)), 3) Влагоемкость ρн - абсолютная влажность насыщенного паром воздуха с мах содержанием пара ρн = рн/(461,58(273+t)), где рн – давление насыщения 4) Относительная влажность воздуха φ - отношение его абсолютной влажности к влагоемкости. φ = ρп/ ρн = рп/рн 5) Влагосодержание - масса водяного пара, приходящегося на 1 кг сухой части воздуха. Оно определяется отношением плотности пара к плотности воздуха, г/кг сух возд d = 1000ρп/ ρв = 622 рп/(ра – рп) 6) Теплосодержание (энтальпия) воздуха – количество тепла, содержащееся в 1 кг воздуха или сумма теплосодержания сухого воздуха и водяного пара (кДж/кг): I = t+0,001d(1,93t+2490) 7) Плотность влажного воздуха – общая масса воздуха и водяного пара в 1 объема, кг/м3 ρвозд = (28,96Ра-10,94Рп)/(8314(273+t)) 8) Приведенный удельный объем влажного воздуха – объем занимаемый 1 кг смеси воздуха и водяного пара, м3/кг V = 4,62*10-6(273+t)(622+d)  Организация технологического потока (участка) сборки и склеивания пакетов шпона.
1. Приготовление и нанесение клея на шпон Клеемешалка устанавливается над клеенаносящим станком. Клей наносится контактным способом методом налива либо экструзии. И ли распылением 2. Сборка пакетов фанеры СХЕМА с175 ПРАВИЛА СБОРКИ: При сборке особое внимание обращают на симметричность листа фанеры и соблюдение заданной конструкции. Лучшие поверхности крайних листов должны быть обращены наружу. При использовании хвойной древесины заболонный шпон должен быть снаружи, а ядровый внутри. Если смешиваются разные породы, то хвойный шпон помещают внутрь пакета. Сборка пакетов может выполняться на одном рабочем месте или на пульсирующем конвейере в зависимости от слойности фанеры.
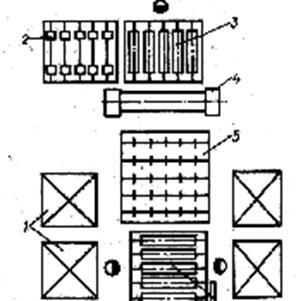
Организация рабочего места на сборке пакетов фанеры: 1 - подъёмные столы для стоп шпона, 2 - резервное подстопное место, 3 - подъёмный стол, 4- клеенаносящий станок, 5 - механизм подачи и укладки в стопу намазанного шпона, 6 - сборочный подъёмные стол, 7 - ориентирующий упор. 3. Холодная подпрессовка пакетов Проводится непосредственно перед горячим прессованием с целью получения цельных пакетов, удобных для транспортирования и загрузки в горячий пресс. Холодное прессование позволяет исключить взаимное смещение листов, уменьшить повреждение наружных слоев, увеличить скорость транспортирования и загрузки в пресс, отказаться от использования прокладок, повысить производительность пресса за счет повышения его этажности, сделать работу пресса независимой от участка сборки пакетов. 4. Прессы для получения клееных материалов Для склеивания фанерной продукции применяются гидравлические прессы различной конструкции и назначения. ВЫБОР РЕЖИМОВ ПРЕСООВАНИЯ стр 203+ Описание технологического процесса Шпон поступает к клеенаносящим станкам барабанного типа. Вначале вспомогательный рабочий укладывает внешний лист шпона на стол. Основной рабочий подает лист шпона через клеенаносящие вальцы, а вспомогательный рабочий принимает его и укладывает на внешний лист. Так формируется пакет, а сверху укладывается внешний лист шпона. Сформировав пакет, производится холодная подпрессовка пакета в прессе. Подпрессовывание проводят большой стопой, состоящих из числа пакетов, достаточных для одной или нескольких запрессовок в прессе горячего склеивания. Загрузка пакетов и их выгрузка осуществляется встроенным в стол пресса приводным цепным конвейером. Пресс может работать как при ручном управлении, так и в автоматическом режиме по заданной программе. После холодной подпрессовки пакеты поступают с помощью конвейера в многоэтажный пресс. Собранные пакеты загружаются в загрузочную этажерку. Перед тем как она поднимается в исходное верхнее положение, механизм разгрузки–загрузки пресса выталкивает из пресса листы фанеры в разгрузочную этажерку. После этого механизм разгрузки–загрузки отходит в крайнее положение, этажерка поднимается и тот же механизм загрузки загружает пресс. Разгрузка этажерки происходит при поэтажном опускании ее вниз. Листы фанеры транспортером подаются в охладитель, а оттуда на обрезку. Приводы деревообрабатывающих машин. Классификация приводов. Область применения. Примеры схем приводов. Смотреть 17 билет Билет №7 |
||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 537. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
 Технологический процесс на участке сборки и склеивания пакетов шпона.
Технологический процесс на участке сборки и склеивания пакетов шпона.