|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
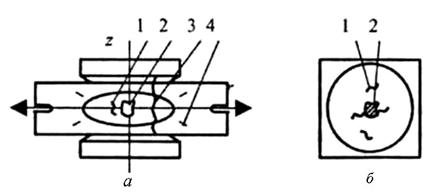
Дефекты литой зоны сварного соединенияДефекты литой зоны сварного соединения — это трещины, рыхлости и усадочные раковины (рис. 2.31). Трещины образуются под действием растягивающих напряжений, возникающих в месте сварки вследствие неравномерного нагрева и интенсивного охлаждения. В этих условиях появляются в основном горячие трещины, они образуются в температурном интервале хрупкости (ТИХ). Основные причины возникновения трещин — слишком жесткий режим и несвоевременное приложение усилия проковки. В центре ядра возможно образование различных несплошностей (рыхлот, раковин). Причинами этого дефекта являются загрязнение поверхности и недостаточное усилие сжатия при сварке.
Рис. 2.31. Несплошности в зоне сварки: а – расположение дефектов; б – схема рентгенограммы сварной точки;
При шовной сварке деталей толщиной 2…3 мм кристаллизация металла может частично или полностью происходить без внешнего давления, так как ролик уже переместился на шаг. При этом преимущественно образуются трещины, расположенные перпендикулярно к оси z. При сварке последующей точки в зависимости от шага возможны следующие способы устранения дефектов: переплав металла предыдущей точки (при малом шаге или перекрытии более 50 %), заполнение несплошностей жидким металлом (при большем шаге или перекрытии 50 %) или заполнение этой несплошности нагретым металлом в результате его пластической деформации (большой шаг — перекрытие 30…40 %). Хрупкое соединение Хрупкое соединение - характерно для закаливающихся сталей. Закалка снижает пластичность соединения. Дефект распознается по характеру излома, который обычно происходит по сечению точки. Причина дефекта — слишком жесткий режим или выбор неправильного цикла термической обработки в электродах машины. Негерметичность Негерметичность-шовной сварки возникает при отклонениях параметров режима сварки. Слишком большая сила тока может привести к выплескам. Уменьшение силы сварочного тока, времени импульса и паузы приводит к уменьшению литого ядра. Перекрытие точек исчезает, и между точками появляются участки непровара, нарушающие герметичность. Контроль герметичности выполняют испытанием воздухом при избыточном давлении или другими способами. |
||
|
|
Последнее изменение этой страницы: 2018-05-10; просмотров: 395. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |