|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
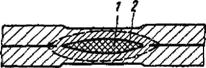
Дуговая сварка неплавящимся электродомНеплавящийся электрод или совсем не плавится в процессе дуговой сварки, или, если и плавится, то незначительно, и его материал не принимает существенного участия в образовании наплавленного металла и сварного шва. Известно несколько видов неплавящихся электродов, пригодных для использования дуговой сварке. Угольные электроды представляют собой стержни из электротехнического угля, изготовляемого прессованием порошкообразной смеси из кокса и сажи, замешанных на каменноугольной смоле. Они матово-черного цвета, твердые. Уголь или синтетический графит – это единственный настоящий неплавящийся электрод. При нормальном атмосферном давлении при нагревании до температуры 4800 °С уголь не плавится, а испаряясь, переходит из твердого состояния непосредственно в газообразное. Широкоприменяютсяэлектродыизвольфрама,самоготугоплавкогометалла;температура его плавления 3370°С, кипения – около 6000°С. Сварка вольфрамовым электродом является весьма важным видом дуговой сварки, широко применяемым в производстве изделий из легированных сталей, алюминия, магния и различных легких сплавов, тугоплавких металлов и металлов, активных к кислороду, металлов малых толщин (менее 1 мм) и т.д. Нагретый вольфрам энергично соединяется с кислородом и быстро сгорает. Поэтому вольфрамовый электрод нельзя применять для сварки на воздухе. Он применим только в защитных газах, не содержащих кислорода и непрерывно вдуваемых в дугу. Поэтому для сварки вольфрамовым электродом применяются специальные горелки, где электрод постоянно обдувается инертным газом. Сварка вольфрамовым электродом применима для очень широкого диапазона толщин металла (от 0,1 до 60 мм). Сварку металла больших толщин выполняют в несколько слоев током от 1 до 600 А. Скорость сварки меньше, чем при плавящимся электроде, но во многих случаях вполне удовлетворительна.  Электрическая контактная сварка При электрической контактной сварке или электрической сварке сопротивлением нагрев осуществляют пропусканием электрического тока достаточной силы через место сварки, оказывающее омическое сопротивление прохождению электрического тока. Разогретые детали механически сдавливают или осаживают. Таким образом, контактная сварка относится к группе сварки давлением. По форме выполняемых соединений различают три основных вида контактной сварки: стыковую, точечную и шовную. При стыковой сварке через стык соединяемых деталей приблизительно одинакового сечения пропускается ток. После разогрева зоны сварки производится осадка. При точечной сварке соединяемые детали, чаще всего листы, собирают внахлестку и зажимают между двумя медными электродами, подводящими ток к месту сварки и имеющими форму усеченного конуса. Ток проходит от одного электрода к другому через толщу соединяемых деталей и производит местный разогрев до расплавления металла. Давлением, приложенным к электродам, производят осадку. Полученное сварное соединение имеет в плане форму пятна диаметром в несколько миллиметров. Это пятно называется точкой и приведено на рисунке 9.10.
1 – литое ядро 2 – зона влияния Рисунок 9.10 – Структура сварной точки При шовной сварке электроды, подводящие ток к изделию и производящие осадку, имеют форму роликов, катящихся по изделию, поэтому такой способ сварки называется также роликовой сваркой. При шовной сварке листы соединяются плотным непрерывным швом. Полезным для процесса сварки является тепло, выделяемое в основном металле, и тепло, освобождаемое на контакте между соединяемыми деталями. При охлаждении металла по окончании сварки, прежде всего, происходит затвердевание расплавленной зоны. Кристаллизация начинается с наружных слоев расплавленной зоны и продолжается к ее середине, образуя типичную столбчатую, структуру литого металла. Кристаллизация сопровождается усадкой металла, ведущей при недостаточном давлении к образованию усадочных раковин. Охлаждение металла происходит весьма быстро, и если сталь способна к закалке, то возможно образование закалочных структур (мартенсита), в зоне сварки, с возрастанием твердости металла и возможным образованием трещин. В этой же зоне нередко наблюдается рост зерна. Оба эти явления ведут к снижению пластичности металла в зоне сварки, особенно заметно понижается его ударная вязкость. |
|||||
|
|
Последнее изменение этой страницы: 2018-05-10; просмотров: 487. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |