|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
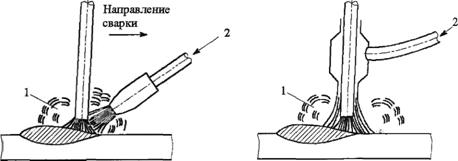
Дуговая сварка под слоем флюса9.8.1 При сварке под флюсом сварочная дуга между концом электрода и изделием горит под слоем сыпучего вещества, называемого флюсом. Флюс насыпается слоем толщиной от 50 до 60 мм. Дуга утоплена в массе флюса и горит под жидкой средой расплавленного флюса, в газовом пузыре, образуемом газами и парами, непрерывно создаваемыми дугой. Газовый пузырь создает незначительное давление на расплавленный металл, которое, как показывает опыт, достаточно, чтобы устранить разбрызгивание жидкогометалла и нарушение формирования шва даже при очень больших токах. К недостаткам сварки под флюсом можно отнести невидимость места сварки, значительный расход и стоимость флюса. 9.8.2 К флюсам предъявляются многочисленные и разнообразные требования. Флюс должен обеспечивать хорошее формирование наплавленного металла и сварного шва при высокой производительности сварки, надлежащие химический состав, структуру и высокую прочность наплавленного металла. В наплавленном металле не должно образовываться пор и в особенности трещин, устойчивость дуги должна быть достаточной, шлаковая корка должна легко удаляться с поверхности шва по окончании сварки. 9.8.3 Современные флюсы для дуговой сварки разнообразны по назначению, составу и свойствам. Прежде всего, флюсы можно разделить по способу изготовления на плавленые и неплавленые. 9.8.4 Плавленые изготовляют сплавлением в печах; они представляют собой обычно более или менее сложные силикаты, по свойствам близкие к стеклам. В состав плавленых флюсов можно вводить лишь вещества, растворяющиеся в расплаве, не разлагающиеся и не улетучивающиеся при температуре выплавки флюсов; это в первую очередь окислы и галоидные соединения металлов. Роль плавленых флюсов ограничивается созданием шлаков, довольно пассивных в металлургическом отношении.  9.8.5 Неплавленые флюсы представляют собой механические смеси порошкообразных и зернистых материалов. В них можно вводить любые вещества, независимо от их взаимной растворимости и устойчивости при высоких температурах: свободные металлы, ферросплавы, углеродистые вещества, карбонаты и т. д. Поэтому неплавленые флюсы позволяют интенсивно проводить различные металлургические процессы легирования, раскисления, модифицирования, создавать защитную газовую атмосферу в зоне сварки и т.д. Они являются мощным средствам управления металлургическими процессами при сварке и их регулирования. 9.8.6 По характеру шлака различают флюсы кислые и основные. По содержанию во флюсах соединений марганца и кремния различают флюсы высоко- и низкомарганцовистые или соответственные кремнистые; по наличию или отсутствию фтора во флюсе - фтористые или бесфтористые и т. д. 9.8.7 По назначению различают флюсы для сварки низкоуглеродистых сталей, легированных специальных сталей, цветных металлов, для наплавочных работ и т. п. Дуговая сварка в защитных газах Общие сведения Применение защитных газов началось вместе с изобретением дуговой сварки, но при ручной сварке плавящимися сменяемыми электродами, удовлетворительные результаты получить не удавалось, поэтому защитные газы используют лишь при механизированной автоматической и полуавтоматической сварке или при ручной электродуговой сварке неплавящимся электродом. Способ газовой защиты, приведенный на рисунке 9.9, заключается в том, что в зону дуги 1 непрерывно подается струя защитного газа 2. Он используется для устранения вредного влияния атмосферного воздуха, вызывающего хрупкость наплавленного металла.
а) внешняя б) внутренняя 1 — зона дуги 2 - струя защитного газа Рисунок 9.9 – Способы подачи защитного газа В качестве защитных газов применяли азот, водород, всевозможные углеводородные газы, пары жидких углеводородов и спиртов, двуокись и окись углерода, ацетилен, ацетилено-кислородную смесь, аммиак и т.д. Наиболее удовлетворительные результаты дали водород и газовые смеси, богатые водородом и окисью углерода. Весьма перспективной оказалась сварка в инертных газах неплавящимся вольфрамовым электродом, а при высоких плотностях тока удовлетворительные результаты дает сварка плавящимся стальным электродом в углекислом газе. Сварка в инертных газах Инертные, или благородные газы — это гелий, неон, аргон, криптон и ксенон. Они не способны ни к каким химическим реакциям, не соединяются ни с какими веществами и практически нерастворимы в металлах. Сопоставление гелия и аргона показывает в большинстве случаев значительныепреимущества аргона, который и является сейчас основным защитным газом для дуговой сварки. Помимо чистых аргона и гелия, иногда применяется смесь этих газов, а также аргон с добавкой небольшого количества кислорода. Сварка в аргоне Сварка в аргоне применяется преимущественно для изделий из более дорогих сортов металла: специальных сталей, легких сплавов алюминиевых и магниевых, титана и пр. Алюминиевые и магниевые сплавы свариваются без флюсов и не требуют последующей очистки от остатков флюса, что является крупным преимуществом. Сварка в аргоне очень высокопроизводительна, в особенности на металле малых и средних толщин (от 2 до 8 мм). Она возможна во всех пространственных положениях, место сварки доступно визуальному наблюдению, качество сварного соединения высоко. Сварка в углекислом газе Углекислый газ (СО2) в 1,5 раза тяжелее воздуха (значительный удельный вес-преимущество для защитного газа), неядовит, негорюч, недефицитен, сравнительно дешев. СО2 и СО практически нерастворимы в металлах, СО2 окисляет металл. Окислительное действие СО2 при сварке легко нейтрализуется, вводом в электродный металл некоторого избытка раскислителей, марганца и в особенности кремния. Способ обеспечивает высокую производительность сварки, мало чувствителен к ржавчине и другим загрязнениям основного металла, за процессом сварки легко наблюдать. Поверхность швов имеет худший внешний вид по сравнению со сваркой под флюсом. |
||
|
|
Последнее изменение этой страницы: 2018-05-10; просмотров: 457. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |