|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Определение массы и размеров исходной заготовкиИсходной заготовкой при ковке средних и крупных поковок на прессах являются кузнечные слитки. Слитки подразделяются по назначению на кузнечные, прокатные и специальные, по конструкции на сплошные и полые, по конфигурации на укороченные, нормальные и удлиненные, по форме поперечного сечения на круглые, квадратные, прямоугольные, восьмигранные и многогранные (12 граней и более). У укороченного слитка соотношение высоты тела слитка Наибольшее распространение в кузнечно-прессовых цехах получили нормальные и удлиненные слитки с восьмигранным поперечным сечением. Масса таких слитков колеблется от 1,0 до 350 т. Сортамент и характеристики нормальных и удлиненных слитков приведены в таблицах 1 и 2. Слиток состоит из трех основных частей. Масса донной части обозначается Масса слитка, необходимого для изготовления поковки:
где Отход металла на угар при нагреве слитков и заготовок в печах, работающих на жидком и газообразном топливе, составляет примерно 2% от массы поковки за первый нагрев (вынос) и 1,5% за каждый последующий нагрев, т.е.
где В технологические отходы входят концевые обрубки (излишки металла, отрубаемые от концевых ступеней поковки), обсечки, получаемые при разрубке заготовок, выдра (металл, удаляемый из заготовки при образовании в ней отверстия) и т.д. Масса технологических отходов зависит от конфигурации и размеров поковки, формы и размеров слитка и других факторов и определяется индивидуально для каждого технологического процесса.  Обычно масса обсечек при рубке поковок круглого сечения диаметром
при рубке поковок прямоугольного сечения с размерами
Зная что масса тела слитка При выборе кузнечного слитка следует сначала попытаться подобрать удлиненный слиток, так как от имеет меньше отходов в виде прибыльной и донной части, а значит у него больше «выход годного». В случае, если для изготовления поковки не нашлось подходящего слитка, то необходимо из одного слитка ковать несколько поковок. Для этого количество поковок увеличивают до тех пор, пока не удастся подобрать оптимальный по массе слиток. Затем определяется разность После выбора кузнечного слитка необходима его проверка по величине укова:
где Величина укова во многом зависит от структурного строения стали: для углеродистых, низко- и среднелегированных конструкционных и инструментальных сталей Если получившейся в результате расчета величины Для полых заготовок типа втулок, колец и т.п. величина укова не подсчитывается, так как в технологическом процессе их изготовления операция осадки обязательна. Затем составляется баланс металла кузнечного слитка:
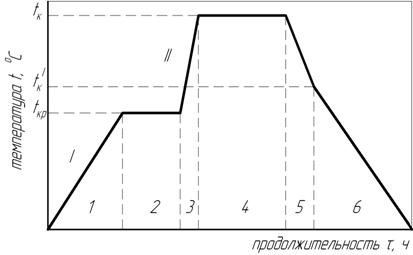
Режим нагрева и охлаждения Для нагрева слитков и заготовок перед ковкой служат кузнечные мазутные или газовые печи, которые по способу нагрева подразделяются на камерные и методические. Методические печи имеют переменную по зонам нагрева температуру (две и более зон) и обеспечивают качественный нагрев. Однако такие печи применяются только для нагрева заготовок из проката или мелких кузнечных и прокатных слитков. Наибольшее распространение в кузнечно-прессовых цехах при изготовлении средних и крупных поковок получили камерные печи со стационарным и подвижным подом. Камерные печи имеют постоянную температуру рабочего пространства, но отличаются значительной неравномерностью ее распределения. Большим недостатком камерных печей (несмотря на простоту их конструкции) являются огромные потери тепла, возникающие при открывании крышки для посадки или выгрузки слитков или заготовок. Особо большие потери тепла происходят при выкатывании подины в печах с выдвижным подом. График горячей обработки слитка дом момента получения заданной по чертежу поковки состоит из нескольких этапов (рисунок 5): 1 – нагрев заготовки до критической температуры; 2 –выдержка; 3 – нагрев до температуры ковки с максимально возможной скоростью; 4 – выдержка; 5 – ковка; 6 – охлаждение поковки. Если поковка куется за несколько нагревов (выносов), то этапы 3, 4 и 5 повторяются на графике соответствующее количество раз. Если слитки привозят к ковочному прессу нагретыми до температуры 650-700 0С (из сталеплавильного цеха или нагревательных печей предварительного нагрева), этапы 1 и 2 исключаются из графика.
Критическая температура Ковочная температура Температура Величины температур При нагреве до ковочной температуры особое внимание следует обратить на два основных периода (рисунок 5). I – нагрев до II – нагрев до Общее время нагрева (до Продолжительность выдержек при критической и ковочной температурах принимаются в пределах Важное значение для получения высококачественных поковок имеет правильный выбор режима их охлаждения. Чрезвычайно высокие термические напряжения, возникающие в поковке при неправильном охлаждении, могут привести к появлению трещин. В зависимости от химического состава стали и размеров сечения, поковки охлаждаются на воздухе, в колодцах, в колодцах с подогревом и в термических печах. Режим охлаждения поковки следует определять по таблице 6.
Таблица 5: Температурные интервалы ковки
Таблица 6: Режим охлаждения поковок после ковки
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 к его среднему диаметру
к его среднему диаметру  равно 0,8-1,2. У нормальных слитков
равно 0,8-1,2. У нормальных слитков  . У удлиненных слитков
. У удлиненных слитков  .
. , масса тела слитка
, масса тела слитка  , масса прибыльной части
, масса прибыльной части  . Для нормальных слитков
. Для нормальных слитков  и
и  от массы всего слитка, для удлиненных слитков
от массы всего слитка, для удлиненных слитков  и
и  .
. ,
, – масса металла на угар (окалину) при нагреве;
– масса металла на угар (окалину) при нагреве;  –масса технологических отходов.
–масса технологических отходов. ,
, – число подогревов в соответствии с выбранным технологическим процессом). В электропечах отход металла на угар составляет примерно 1,0% за каждый вынос.
– число подогревов в соответствии с выбранным технологическим процессом). В электропечах отход металла на угар составляет примерно 1,0% за каждый вынос. составляет
составляет  , масса выдры
, масса выдры  . При ковке сплошных поковок масса выдры равна нулю, и в массу отходов входит только масса обсечек, которую определяют по специальным номограммам. Ориентировочно массу обсечек при ковке на прессах можно определить по следующим зависимостям:
. При ковке сплошных поковок масса выдры равна нулю, и в массу отходов входит только масса обсечек, которую определяют по специальным номограммам. Ориентировочно массу обсечек при ковке на прессах можно определить по следующим зависимостям: ,
,
 .
. выбираем по таблице 3 или 4 массу исходного слитка.
выбираем по таблице 3 или 4 массу исходного слитка. . Каждая половина этой разности прибавляется к массе донной и прибыльной частей слитка. Делается это для того, чтобы учесть потери металла при отрубке от поковки прибыли и низа слитка. Если эта разность больше 100-150 кг, то получающие излишки металла необходимо использовать для изготовления годного остатка, который в дальнейшем может быть применен в качестве исходной заготовки для ковки мелких поковок.
. Каждая половина этой разности прибавляется к массе донной и прибыльной частей слитка. Делается это для того, чтобы учесть потери металла при отрубке от поковки прибыли и низа слитка. Если эта разность больше 100-150 кг, то получающие излишки металла необходимо использовать для изготовления годного остатка, который в дальнейшем может быть применен в качестве исходной заготовки для ковки мелких поковок. ,
, – площадь поперечного сечения до протяжки, при ковке из слитка – среднее его сечение;
– площадь поперечного сечения до протяжки, при ковке из слитка – среднее его сечение;  – площадь поперечного сечения после протяжки;
– площадь поперечного сечения после протяжки;  – средний диаметр тела слитка;
– средний диаметр тела слитка;  – диаметр поковки.
– диаметр поковки. (меньшее значение коэффициента принимают для удлиненных слитков); для высоколегированных и специальных сталей и сплавов
(меньшее значение коэффициента принимают для удлиненных слитков); для высоколегированных и специальных сталей и сплавов  .
. недостаточно, то ее можно увеличить, выбрав больший по сечению слиток или введя в технологический процесс промежуточную дополнительную операцию осадки заготовки.
недостаточно, то ее можно увеличить, выбрав больший по сечению слиток или введя в технологический процесс промежуточную дополнительную операцию осадки заготовки.

 – это температура структурных превращений в стали
– это температура структурных превращений в стали  .
. – это температура нагрева слитка (или заготовки) перед ковкой. Превышение
– это температура нагрева слитка (или заготовки) перед ковкой. Превышение  – это температура окончания ковки. Ниже этой температуры металл плохо деформируется, так как его пластические характеристики снижаются. Ковка при температуре ниже
– это температура окончания ковки. Ниже этой температуры металл плохо деформируется, так как его пластические характеристики снижаются. Ковка при температуре ниже  и второго
и второго  периодов. Для углеродистых и низколегированных сталей
периодов. Для углеродистых и низколегированных сталей  , где
, где  ;
;  , т.е.
, т.е.  .
. в зависимости от нагреваемой стали. Наличие выдержек при температурах
в зависимости от нагреваемой стали. Наличие выдержек при температурах