|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Обработка на токарных полуавтоматахВ крупносерийном и массовом производствахнаружные цилиндрические поверхности деталей типа тел вращения обрабатывают, в основном, на вертикальных и горизонтальных станках автоматах и полуавтоматах, которые, в зависимости от числа шпинделей, могут быть одно- и многошпиндельные.
Токарные полуавтоматы изготовляются одно- и многошпиндельными для работы в центрах и патроне с горизонтальным и вертикальным расположением оси шпинделя. Токарные одношпиндельные полуавтоматы отличаются от токарных многорезцовых станков только тем, что у них автоматизированы движения всех суппортов. Их производительность выше чем у многорезцовых станков благодаря сокращению времени на подвод и отвод режущих инструментов (суппортов) и возможности обслуживания одним рабочим нескольких станков. Некоторые из этих станков имеют по два задних суппорта и один передний, причем каждый из них имеет продольную и поперечную подачи. Горизонтальные многошпиндельные полуавтоматы выполняются 4-х, 6-ти и 8-ми шпиндельными и подразделяются на горизонтальные прутковые и патронные полуавтоматы. Прутковые горизонтальные полуавтоматы схожи по конструкции с многошпиндельными прутковыми автоматами. Многошпиндельные патронные полуавтоматы применяются, как правило, для токарной обработки штучных заготовок длиной и диаметром до 200 мм. По точности они не уступают прутковым автоматам (7 – 10 квалитет точности и Ra 2,5 – 0,63). У всех патронных полуавтоматов один шпиндель автоматически останавливается для смены детали. Схема работы полуавтомата последовательного действия с одной загрузочной позицией показана на рис. 12.5 – а. 
Рис.12.5 - а. Схема работы полуавтомата последовательного действия с одной загрузочной позицией Схема наладки – рис. 111.
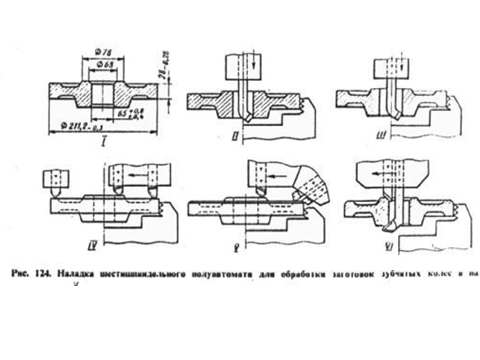
Вертикальные многошпиндельные полуавтоматы изготавливаются 4-х, 6-ти, 8-ми и 16-ти шпиндельными и широко применяются в крупносерийном и массовом производствах для обработки деталей в центрах, патронах и специальных устройствах и обеспечивают точность обработки по 8 – 9 квалитетам (рис. 124). Причем на них можно обрабатывать как наружные так и внутренние поверхности тел вращения у деталей диаметром до 630 мм.
Эти станки могут быть и с двумя загрузочными позициями, т.е. с двойной индексацией (рис. 12.5 б), что позволяет вести обработку деталей одновременно с двух сторон.
12.5 – б. Схема работы полуавтомата последовательного действия с двумя загрузочными позициями Схема наладки – рис. 125.
Вертикальные многошпиндельные полуавтоматы могут изготавливаться также для непрерывного процесса обработки. У таких станков стол с деталями, закрепленными в центрах или патроне, не останавливается во время смены позиции, а непрерывно вращается с одновременным вращением колонны с суппортами. Снятие, установка и закрепление заготовки происходят при вращении стола и колонны в зоне загрузки. Схема обработки – рис. 12.5-в.
12.5 – в. Схема работы полуавтомата непрерывного действия
Рис. 2.48 Схема обработки вала на вертикальном многошпиндельном полуавтомате
Станок имеет поворотный стол, в центре которого расположена шести или восьмигранная колонна. На гранях колонны установлены суппорта трех типов: продольного, поперечного и продольно-поперечного точения. Последний суппорт имеет салазки для продольного и поперечного перемещения резцов. Напротив каждой грани колонны размещены вращающиеся шпиндели с поводковыми патронами для закрепления валов в центрах. Согласно рис. 2.48 обработка на станке ведется по следующей схеме. В позициях I производится загрузка станка. В этих же позициях вал обрабатывается с одной стороны. В позиции II валы переустанавливаются, обрабатываются с другой стороны и снимаются со станка. Таким образом, на станке одновременно ведется обточка шести деталей. Поэтому за один оборот стола обтачивается 18 валов с обеих сторон. Станок может быть настроен на другую схему работы, когда одна из позиций поворотного стола является загрузочно-разгрузочной, а на других ведется последовательная обработка вала с одной стороны. Для обработки вала с другой стороны меняется станок или его настройка, например рис. 141.
020 Токарная (черновая). Выполняется за два установа на одной операции или каждый установ выносится как отдельная операция. Производится точение наружных поверхностей (с припуском под чистовое точение и шлифование) и канавок. Это обеспечивает получение точности IТ12, шероховатости Ra = 6,3. В зависимости от типа производства опе- рацию выполняют в: − единичном производстве – на токарно-винторезных станках; − мелкосерийном – на универсальных токарных станках с гидро-суппортами и станках с ЧПУ; − серийном – на копировальных токарных станках, горизонтальных многорезцовых, вертикальных од- ношпиндельных полуавтоматах и станках с ЧПУ; − крупносерийном и массовом – на многошпиндельных многорезцовых полуавтоматах; мелкие валы мо- гут обрабатываться на токарных автоматах. 025 Токарная (чистовая). Аналогичная приведенной выше. Производится чистовое точение шеек (с припуском под шлифование). Обеспечивается точность IТ11...10, шероховатость Rа = 3,2. 030 Фрезерная. Фрезерование шпоночных канавок, шлицев, зубьев, всевозможных лысок. Шпоночные пазы в зависимости 18 Обработка на токарных автоматах Токарные автоматы применяется в крупносерийном и массовом производствах для черновой и чистовой обработки валов длиной до 150 мм, в основном, при изготовлении деталей из прутков. Они бывают одно- и многошпиндельные. Одношпиндельные автоматы делятся на: - фасонно-отрезные; - фасонно-токарные (с продольным точением); - токарно-револьверные. Фасонно-отрезные автоматы имеют от двух до пяти радиально расположенных суппорта, имеющих только поперечную подачу (рис. 2.53). Детали изготавливают из прутка 1, который подается механизмом подачи до упора 3 и закрепляется в цанговом патроне.
Рис. 2.53 Схема работы пруткового фасонно-отрезного автомата
В этих суппортах устанавливаются только отрезные и фасонные резцы (рис.79-а). На станке имеется также шпиндель, расположенный по оси прутка в котором устанавливаются сверла, зенкера, метчики и др. осевые инструменты. Этот шпиндель кроме вращения может и перемещаться вдоль оси. На фасонно-отрезных автоматахобрабатывают мелкие короткие детали простой формы длиной до 100 мм с невысокой точностью. Заготовка – пруток, устанавливаемый через шпиндель станка. Схема наладки станка показана на рис. 96. Т=
Фасонно-токарные автоматы с продольным точением предназначены для обработки мелких длинных деталей простой формы (от 2 до 30 мм и длиной до 20 D, рис.106) из прутка с точностью по 5-6 квалитету по диаметру и 6 квалитету по длине с шероховатостью поверхности Ra 1,25 - 5 мкм.
На автоматах продольного точения продольная подача осуществляется перемещением прутка со всей передней бабкой или специальной трубой внутри передней бабки. Суппорты с резцами расположены веерообразно вокруг прутка и имеют только поперечную подачу (рис.79-б).
При одновременном согласованном перемещении бабки с прутком и резцов возможна обработка конических и фасонных поверхностей без применения фасонных резцов. На рис. 97 (2.56) показана схема обработки валика, осуществляемая путем последовательного чередования продольного перемещения шпиндельной бабки с прутком и поперечного перемещения резцов.
Рис. 2.56 Схема обработки валика на автомате продольного точения
При изготовлении винтов со шлицами на головке используют специальные приспособления. Т=
Токарно-револьверные автоматы предназначены для обработки деталей сложной формы из прутков диаметром 10 – 63 мм. Эти станки имеют три поперечных суппорта: передний, задний и верхний 3, а также продольный суппорт 5 с шести позиционной револьверной головкой с горизонтальной осью, в которой закрепляются резцы, сверла, развертки, зенкера, резьбонарезной и другой инструмент 6 (рис. 2.57). Передний поперечный суппорт является отрезным, а на заднем и верхнем обычно устанавливают резцы для обработки канавок, фасок и фасонных поверхностей. По принципу работы токарно-револьверные автоматы аналогичны обычным револьверным станкам.
Рис. 2.57 Схема токарно-револьверного автомата
Если при обработке деталей требуется использование небольшого количества режущих инструментов, то за один цикл (за один оборот распредвала) можно обработать 2-3 детали (рис.98).
Токарно-револьверные автоматы с магазинным устройством могут применяться для обработки штучных заготовок. Т=
19Многошпиндельные токарные автоматы предназначены для изготовления деталей из прутков диаметром 12-100 мм и длиной до 160 мм. Чаще всего они бывают 4-х и 6-ти шпиндельные и реже 5-ти и 8-ми шпиндельные. Шпиндели закреплены в барабанах, которые периодически поворачиваются из позиции в позицию. В отверстие шпинделя устанавливается пруток и зажимается в цанговом патроне. Осевое перемещение прутка осуществляется подающей цангой. Наружные поверхности обрабатываются инструментом, установленным на продольных и поперечных суппортах. Число поперечных суппортов равно числу шпинделей. Кроме главных шпинделей для закрепления прутков автоматы имеют 2 или 3 инструментальных шпинделя, которые вращаются и перемещаются вдоль своей оси. Оси инструментальных шпинделей совпадают с осями главных шпинделей. В инструментальных шпинделях закрепляют: сверла, метчики, самораскрывающиеся головки, резцы для наружного точения. Обработка ведется одновременно на всех позициях, поэтому после каждого поворота шпиндельного блока на одну позицию получается готовая деталь.
Рис. 2.58 Схема многошпиндельного токарного автомата
Многошпиндельные автоматы производительнее одношпиндельных. На них производится обработка более сложных деталей, но точность обработки на них, из-за погрешностей позиционирования шпиндельного блока, значительно ниже, чем у одношпиндельных. Например, точность на концентричность у одношпиндельных автоматов равна 0,02 мм, а у многошпиндельных 0,04-0,05 мм. Ввертывание и вывертывание метчика, при нарезке резьбы на автоматах, происходит за счет ускорения или замедления вращения шпинделя, т.к. шпиндели не имеют реверса (при нарезке резьбы частота вращения метчика > частоты вращения шпинделя). 4-ый и 5-ый (или 6-ой) шпиндели могут иметь пониженное число оборотов для развертывания, нарезания резьбы, причем подача одного шпинделя может изменяться по сравнению с подачей всей револьверной головки. Схема наладки восьмишпиндельного токарного автомата показана на рис.103.
На рис. 2.59 представлена схема обработки валика на шестишпиндельном автомате.
Рис. 2.59 Схема обработки валика на шестишпиндельном токарном автомате
В позиции I с продольного суппорта производится сверление центрового отверстия и точение ступени, с поперечного суппорта - производится прорезка канавки. В позиции II канавку расширяют фасонным резцом. В позиции III используется фасонный резец, которым выполняется предварительная (получистовая) обработка валика. Для окончательной (чистовой) обработки на позиции IV используется бреющий фасонный резец и опорный ролик. В позиции V деталь закрепляют с другой стороны в цанговом патроне, расположенном на продольном суппорте. В позиции VI деталь отрезают и центруют с другой стороны. Многошпиндельные автоматы могут быть и с двойной индексацией, особенно при использовании восьмишпиндельных токарных автоматов. |
||
|
|
Последнее изменение этой страницы: 2018-04-11; просмотров: 1134. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |