|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Высоковакуумные соединения с резиновыми уплотнениями. Основные типы и особенности применения.
В разборных вакуумных соединениях необходимо обеспечить герметичность стыка двух соединяемых деталей, близкую к герметичности сплошного материала. В месте соприкосновения двух деталей в результате механической обработки всегда остаются микронеровности, которые затрудняют получение вакуумно-герметичного соединения.
К разным вакуумным соединениям предъявляются следующие требования: - минимальное натекание и газовыделение; - механическая прочность; - термическая стойкость — способность выдерживать многократные прогревы без нарушения герметичности; коррозионная стойкость; - максимальное число циклов разборки и сборки с сохранением герметичности; - удобство ремонта и технологичность в изготовлении; возможность лёгкой проверки на герметичность.
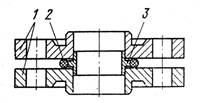
В вакуумной технике в системах с температурой прогрева до 300 ºC широко применяются резиновые уплотнители. Резина обладает хорошими упругими свойствами, и для создания вакуумно-герметичного соединения с полированной стальной поверхностью требуются небольшие усилия. Резиновые уплотнения допускают практически неограниченное число разборок и сборок, просты в изготовлении, редко нуждаются в ремонте. Недостатком резиновых уплотнений является повышенное газовыделение и газопроницаемость по сравнению с материалом уплотняемых деталей.  Форма сечения уплотнителя круглая или квадратная, диаметр или сторону квадрата из конструктивных соображений выбирают 3–5 мм. Форма фланцев и расположение уплотнителя во фланцевых соединениях с эластомерным уплотнителем показаны на рис. 5.1 и 5.2.
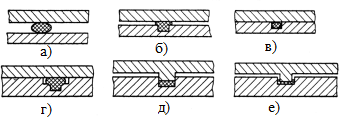
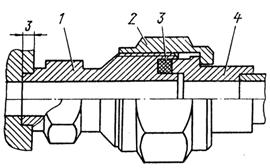
Эластомерный уплотнитель допускает многократную сборку соединения. Большим ресурсом обладают соединения со сжатыми уплотнителями, в которых ограничено смыкание фланцев (рис. 5.2в,г). Напротив, меньшим ресурсом обладают соединения, изображённые на рис. 5.2а,б. Для работы при сверхнизких температурах, температурах сжижения газов наиболее надёжны фланцевые и штуцерные соединения с тонким фторопластовым уплотнителем, например соединение, изображённое на рис. 5.2е. Фторопласт имеет меньшее газовыделение и газопроницаемость. Недостатком фторопласта является низкий предел упругости, поэтому для уплотнения фторопластом необходимо создавать напряженное состояние всестороннего сжатия. Для соединения трубопровода малого диаметра используют различные разновидности штуцерных соединений (рис. 5.4).
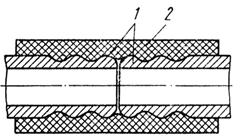
В лабораторной практике для присоединения форвакуумного насоса к трубопроводу часто используется резиновый вакуумный шланг (рис. 5.5.) Желательно концы трубопроводов на длину 1,5–2,0 диаметра расточить, как показано на рисунке. Для выполнения соединения используют, резиновый шланг, внутренний диаметр которого в полтора раза меньше внешнего диаметра трубопровода, а длина составляет 4–6 диаметров трубопровода.
|
||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 514. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |