|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Электрошлаковая сварка, сущность и схема процесса. Характеристика, области применения. Сварочные материалы.
Сущность процесса заключается в следующем. В начальный период под флюсом возникает сварочная дуга, за счет теплоты дуги флюс расплавляется и образуется электропроводный шлак, который должен обладать значительным омическим сопротивлением. Сварочная дуга после расплавления флюса с образованием электропроводного шлака угасает - шунтируется, а ток, проходя по электропроводному расплавленному шлаку, выделяет такое количество теплоты, которое достаточно для плавления последующей порции флюса, основного металла и проволоки. Расплавленный металл сварочной ванны, кристаллизуясь образует сварной шов (рис. 3, б).
Рис. 3. Схема электрошлаковой сварки: 1 - электрод, 2 - свариваемый металл, 3 - расплавленный флюс - электропроводный шлак, 4 - расплавленный металл, 5 - медные ползуны, 6 - подача воды для охлаждения ползунов, 7 - сварной шов, 8 - флюс; Vсв - скорость сварки В зону сварки подается электродная проволока 1, которая под слоем флюса 8 и возбуждает горение сварочной дуги. Преимущества этого вида сварки: - возможность сварки за один проход металла большой толщины; - не требуется удаление шлака и настройки режима сварки для выполнения последующего прохода, как это делается при других видах сварки; - возможность выполнения сварки без разделки кромок и исключение разбрызгивания металла;  - возможность использования для сварки практически неограниченного количества электродов (проволок); - исключение термической обработки сварного шва при сварке сталей, склонных к образованию усадочных трещин; - высокая производительность и экономия флюса. Недостатки этого вида сварки: - возможность сварки металла толщиной не менее 16 мм; - сварка практически возможна только в вертикальном положении; - возможно образование неблагоприятных структур за счет термической обработки шва и зоны термического влияния. По виду электрода электрошлаковая сварка делится на сварку проволочным, пластинчатым электродом и плавящимся мундштуком; по наличию колебаний электрода - без колебаний и с колебаниями электрода; по количеству электродов с общим подводом сварочного тока - на одноэлектродную, двухэлектродную и многоэлектродную. Характеристика способов сварки давлением термомеханического класса. К термомеханическому классу относятся виды сварки, при которых используютсятепловая энергия и давление: контактная, диффузионная и прессовая.Основным видом термомеханического класса является контактная сварка – сваркас применением давления, при которой нагрев осуществляется теплотой, выделяемой припрохождении электрического тока через находящиеся в контакте соединяемые части металла. Основными видами контактной сварки являются точечная, шовная и стыковая. Рельефная сварка является разновидностью точечной сварки. Высокочастотная контактная сварка – метод сварки металлов, использующий длянагрева свариваемых поверхностей токи высокой частоты. Диффузионная сварка – сварка давлением, осуществляемая взаимной диффузиейатомов контактирующих частей при относительно длительном воздействии повышеннойтемпературы и при незначительной пластической деформации. При прессовых видах сварки соединяемые детали в месте сварки нагреваются пламенем газов, сжигаемых на выходе из сварочной горелки (газопрессовая), теплом электрической дуги (дугопрессовая), индукционным нагревом (индукционнопрессовая) и др.
|
||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 1232. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
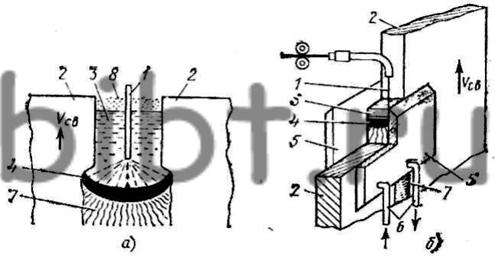 Практически этот процесс (рис. 3, а) происходит между кромками основного металла 2, которые располагаются вертикально с большим зазором. Для формирования шва, т. е. для удержания расплавленного металла сварочной ванны, по обе стороны соединения устанавливаются медные ползуны 5, охлаждаемые водой.
Практически этот процесс (рис. 3, а) происходит между кромками основного металла 2, которые располагаются вертикально с большим зазором. Для формирования шва, т. е. для удержания расплавленного металла сварочной ванны, по обе стороны соединения устанавливаются медные ползуны 5, охлаждаемые водой.