|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Опишите процесс импульсно-дуговой сварки и применяемыми при этом источники тока.Способ механизированной сварки плавящимся электродом в аргоне и его смесях с модулированием тока получил название импульсно-дуговой сварки. Главным достоинством импульсно-дуговой сварки является возможность в 2-3 раза уменьшить нижний предел тока, при котором еще обеспечивается мелкокапельный перенос, и, следовательно, сваривать металл сравнительно малой толщины без опасности прожога и недопустимого разбрызгивания. Поскольку импульсный ток гарантирует направление переноса капли вдоль оси электрода, это облегчает сварку в вертикальном и потолочном положениях. Типы импульсных источников, получившие наибольшее распространение - это приставки с емкостным накопителем энергии, тиристорные источники, источники с полупроводниковыми регуляторами, инверторные источники.
Рис. 6.25. Схема (а) и осциллограмма (б) при использовании приставки с емкостным накопителем энергии
 Рис. 6.26. Схема (а) и осциллограмма (б) при использовании тиристорной приставки Последним достижением в разработке импульсных источников является конструкция с транзисторным регулятором (рис. 6.27). Транзистор VT управляет током выпрямителя V, обеспечивая необходимый ток и в импульсе, и в паузе. Закон изменения сварочного тока определяется Рис. 6.27. Схема (а), осциллограмма (б) и форма импульсов (в) источника с транзисторным регулятором Таким образом, частота импульсов может настраиваться плавно в диапазоне от 20 до 200 Гц. При этом частота может меняться даже в процессе сварки, например, при изменении толщины детали и силы тока (рис. 6.27, б). Импульс может иметь различную форму - прямоугольную, экспоненциальную с регулируемой скоростью нарастания и спада тока, ступенчатую и т.д. (рис. 6.27,в).
Перспективны также высокочастотные источники, обычно они создаются на базе инвертора (рис. 6.7). Сбрасывание капли может выполняться кратковременным увеличением амплитуды высокочастотного тока (рис. 6.7, б). Чаще импульс получают кратковременным увеличением частоты инвертирования (рис. 6.7, г). Поскольку в этом случае на высокую регулярную частоту (1-60 кГц) накладывается низкая частота сбрасывающих импульсов 20-200 Гц, такой прием называют двойным модулированием тока. Экзаменационный билет 16.
|
||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 593. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
 Первые генераторы импульсов (рис. 6.25) являлись приставками с конденсаторной батареей С, питающими дугу параллельно с основным источником G. В одном из полупериодов переменного тока батарея запасается энергией от трансформатора Т через зарядный вентиль VD. В другом полупериоде открывается тиристорный ключ VS и батарея разряжается импульсом на дугу. Форма импульса - затухающая синусоида или экспонента, частота импульсов фиксирована - 50 Гц. Энергия импульса (одновременно ток и время) настраивается ступенчато изменением емкости конденсаторной батареи или напряжения зарядного трансформатора.
Первые генераторы импульсов (рис. 6.25) являлись приставками с конденсаторной батареей С, питающими дугу параллельно с основным источником G. В одном из полупериодов переменного тока батарея запасается энергией от трансформатора Т через зарядный вентиль VD. В другом полупериоде открывается тиристорный ключ VS и батарея разряжается импульсом на дугу. Форма импульса - затухающая синусоида или экспонента, частота импульсов фиксирована - 50 Гц. Энергия импульса (одновременно ток и время) настраивается ступенчато изменением емкости конденсаторной батареи или напряжения зарядного трансформатора.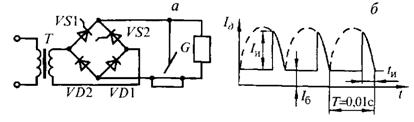 Более совершенны импульсные приставки с тиристорным выпрямительным блоком (рис. 6.26). В одном из полупериодов импульсный ток идет по цепи T- VS1 – дyгa - VD1 - T. Тиристор VS1 отпирается на спаде полуволны переменного тока, поэтому импульс имеет форму отрезка синусоиды. При уменьшении угла управления тиристора увеличиваются амплитуда и длительность импульса. При работе одного тиристора частота импульсов 50 Гц, при поочередном включении двух тиристоров - 100 Гц. Частоту можно снизить до 25 и 33 Гц, если отпирать тиристоры реже, чем раз в период. При использовании трехфазного трансформатора легко получить импульсы с частотой 150 Гц. На основе тиристорного блока может быть выполнен комбинированный источник, обеспечивающий и базовый, и импульсный ток.
Более совершенны импульсные приставки с тиристорным выпрямительным блоком (рис. 6.26). В одном из полупериодов импульсный ток идет по цепи T- VS1 – дyгa - VD1 - T. Тиристор VS1 отпирается на спаде полуволны переменного тока, поэтому импульс имеет форму отрезка синусоиды. При уменьшении угла управления тиристора увеличиваются амплитуда и длительность импульса. При работе одного тиристора частота импульсов 50 Гц, при поочередном включении двух тиристоров - 100 Гц. Частоту можно снизить до 25 и 33 Гц, если отпирать тиристоры реже, чем раз в период. При использовании трехфазного трансформатора легко получить импульсы с частотой 150 Гц. На основе тиристорного блока может быть выполнен комбинированный источник, обеспечивающий и базовый, и импульсный ток. характером тока базы транзистора (не путать с базовым сварочным током). Ток базы, в свою очередь, сформирован слаботочной системой управления с широкими возможностями раздельной настройки импульсного и базового тока, а также времени импульсов и периода их следования.
характером тока базы транзистора (не путать с базовым сварочным током). Ток базы, в свою очередь, сформирован слаботочной системой управления с широкими возможностями раздельной настройки импульсного и базового тока, а также времени импульсов и периода их следования. Рис. 6.7. Инверторный импульсный источник: а - упрощенная схема, б - импульсный переменный ток, в - амплитудное, г - частотное модулирование постоянного тока
Рис. 6.7. Инверторный импульсный источник: а - упрощенная схема, б - импульсный переменный ток, в - амплитудное, г - частотное модулирование постоянного тока