|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Механизированная сварка порошковой проволокой. Техника и параметры режима сварки, сварочные материалы, аппаратура.Механизированная сварка порошковой проволокой- это дуговая сварка, осуществляемая с применением специального электродного материала в виде трубчатой проволоки с порошковым наполнителем.Существуют различные способы сварки дуговой порошковой проволокой: - с дополнительной защитой зоны дуги газом (в подавляющем большинстве технологий углекислым газом). При данном способе сварки - как и при сварке в углекислом газе стальной сплошной проволокой - в защите расплавленного основного и электродного металла от воздуха самое активное участие принимает подаваемый в зону сварки газ;
Схема процесса сварки самозащитной порошковой проволокой: 1 - свариваемые детали; 2 - образующиеся при сварке газы; 3 - ванна жидкого металла; 4 - порошковая проволока (электрод); 5 - капля электродного металла; 6 -дуга; 7 - слой жидкого шлака; 8 - корка твердого шлака; 9- шов При такой схеме сварки баллон с газом, система подачи и регулирования расхода газа не требуются. Защита расплавленного металла от воздуха достаточно надежно обеспечивается лишь за счет большого количества газов и жидкого шлака, образуемых при разложении газообразующих и плавлении шлакообразующих материалов, содержащихся в порошке-наполнителе проволоки; - с дополнительной защитой флюсом. В этом случае схема сварки аналогична сварке под флюсом, только в качестве плавящегося электрода используется проволока не сплошного сечения, а порошковая.  В строительстве получили применение первые два способа механизированной сварки. Сущность способа. Порошковая проволока выпускается двух типов: для сварки в углекислом газе и самозащитная, т.е. не нуждающаяся в дополнительной защите. Конструкция порошковой проволоки определяет некоторые особенности ее расплавления дугой. Сердечник проволоки на 50 - 70 % состоит из неметаллических материалов и его электросопротивление - в сотни раз больше, чем металлической оболочки. Поэтому практически весь сварочный ток проходит через металлическую оболочку, расплавляя ее. Плавление же сердечника, расположенного внутри металлической оболочки, происходит в основном за счет теплоизлучения дугии теплопередачи от расплавляющегося металла оболочки. Ввиду этого сердечник может выступать из оболочки, касаться ванны жидкого металла или переходить в нее частично в нерасплавленном состоянии, что увеличивает засорение металла шва неметаллическими включениями. Оборудование. Механизированная сварка порошковой проволокой производится с помощью специализированных передвижных или переносных полуавтоматов. Механизм подачи проволоки в зону сварки является наиболее ответственным элементом полуавтомата. Горелка с гибким шлангом представляет собой устройство, обеспечивающее направление порошковой проволоки в место сварки и подвод сварочного тока.Кассетное устройство служит для размещения порошковой проволоки. Шкаф управления полуавтоматом представляет собой металлический ящик, в котором размещена аппаратура управления и электроизмерительные приборы, в частности источник питания (понижающий трансформатор) асинхронного электродвигателя механизма подачи проволоки, промежуточное реле, амперметр. Порошковая проволока представляет собой трубчатую проволоку, заполненную порошкообразным наполнителем. Отношение массы порошка к массе металлической оболочки 15 – 40%. Поперечное сечение порошковой проволоки может быть различным – от простого трубчатого до сложного с различными загибами оболочки (см. рис). Основная роль загибов – придать проволоке жесткость и предотвратить высыпание порошка при сдавливании проволоки подающими роликами сварочного полуавтомата.а, б – простые трубчатые; в – с одним загибом оболочки; г – с двумя загибами оболочки; д - двухслойная Порошковый наполнитель представляет собой смесь минералов, руд и химикатов. В зависимости от назначения порошковые проволоки бывают самозащитные, предназначенные для сварки без дополнительной газовой защиты, и проволоки для сварки в СО2. В свою очередь в каждой из этих групп существуют проволоки общего и специального назначения. Использование самозащитных проволок упрощает процесс сварки, т.к. отпадает необходимость в использовании баллонов с СО2. Это расширяет возможности использования полуавтоматической сварки, в частности в монтажных условиях.Использование порошковых проволок при сварке в СО2 позволяет существенно улучшить технологические параметры процесса сварки и механические свойства шва, снижается разбрызгивание металла, улучшаются механические характеристики сварного соединения. Проволоки специального назначения используются при сварке чугуна, под водой и т.д. Некоторые марки: ПП-АН1, ПП-АН3, ПП-АН10 и др. Активированная проволока как и порошковая имеет в своем составе порошкообразные добавки. Однако их количество значительно меньше и составляет 5 – 7% от общей массы проволоки. Эти добавки запрессовываются в проволоку сплошного сечения в виде тонких фитилей с помощью специальной технологии. Активированные проволоки предназначены в основном для сварки в СО2 и его смесях, поэтому металлическую основу составляет, как правило, проволока Св08Г2С. В качестве активирующих добавок используются соли щелочных и щелочноземельных металлов: К2СО3, Na2СО3 и др. Они способствуют снижению эффективного потенциала дуги и повышает устойчивость ее горения. По своим механическим свойствам активированная проволока близка к проволоке сплошного сечения, допускает многократные перегибы в процессе работы, надежно подается по шлангам полуавтоматов и не сминается в подающих роликах. Техника сварки не отличается от обычной сварки в СО2. Техника сварки. Ввиду возможности наблюдения за образованием шва техника сварки стыковых и угловых швов в различных соединениях практически не отличается от техники их сварки в защитных газах плавящимся электродом. Однако образование на поверхности сварочной ванны шлака, затекающего при некоторых условиях в зазор между кромками в передней части сварочной ванны, затрудняет провар корня шва. При многослойной сварке поверхность предыдущих слоев следует тщательно зачищать от шлака. Сварка порошковыми проволоками имеет свои недостатки. Малая жесткость трубчатой конструкции порошковой проволоки требует применения подающих механизмов с ограниченной силой сжатия проволоки в подающих роликах. Выпуск проволоки в основном диаметром 2,6 мм и более, требуя применения для устойчивого горения дуги повышенных сварочных токов, позволяет использовать их для сварки только в нижнем и редко в вертикальном положении. Это объясняется тем, что образующаяся сварочная ванна повышенного объема, покрытая жидкотекучим шлаком, не удерживается в вертикальном и потолочном положениях силой поверхностного натяжения и давлением дуги.Наличие на поверхности сварочной ванны шлака, замедляя кристаллизацию расплавленного металла, также ухудшает условия образования шва в пространственных положениях, отличных от нижнего. Существенный недостаток порошковых проволок - повышенная вероятность образования в швах пор, вызываемая наличием пустот в проволоке. Кроме того, нерасплавившиеся компоненты сердечника, переходя в сварочную ванну, способствуют появлению газообразных продуктов. Диссоциация мрамора, окисление и восстановление углерода при нагреве и плавлении ферромарганца в сочетании с мрамором и другие процессы также могут привести к образованию в металле сварочной ванны газовой фазы. В результате этого в швах появляются внутренние и поверхностные поры. В этих условиях режим сварки (сила тока, напряжение, вылет электрода) оказывает большое влияние на возможность возникновения пор. Повышает вероятность образования пор также влага, попавшая в наполнитель при хранении проволоки, а кроме того, смазка и ржавчина на металлической ленте. Порошковую проволоку используют и при сварке в углекислом газе.Вероятность образования в швах пористости в этом случае снижается. В зависимости от состава наполнителя для сварки используют постоянный ток прямой или обратной полярности от источников с жесткой или крутопадающей характеристикой.
|
||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 707. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
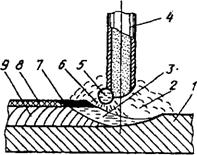 - открытой дугой без использования каких-либо дополнительных средств защиты расплавленного металла (газа, флюса) - так называемая сварка самозащитной порошковой проволокой. Принципиальная схема сварки подобна представленной на рис. 10.2.
- открытой дугой без использования каких-либо дополнительных средств защиты расплавленного металла (газа, флюса) - так называемая сварка самозащитной порошковой проволокой. Принципиальная схема сварки подобна представленной на рис. 10.2.