|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Взаимодействие расплавленного металла с содержащимся в газовой фазе азотом.Образующаяся при ручной дуговой сварке и контактирующая с расплавленным металлом газовая фаза состоит в основном из смеси газов (кислорода, азота, водорода, углекислого газа, оксида углерода) и паров воды. Они являются продуктами диссоциации и разложения, в первую очередь, специально вводимых в электродное покрытие газообразующих материалов (карбонатов, целлюлозы) и некоторых посторонних веществ, содержащихся в электроде и находившихся в зоне сварки на поверхности свариваемых элементов, а также компонентами попавшего в область дуги воздуха. В газовой фазе в заметных количествах могут присутствовать пары основного металла и легирующих элементов. В области высоких температур определенное количество кислорода, азота и водорода находится в атомарном состоянии. Это делает их чрезвычайно активными, и именно кислород, азот и водород играют главную роль во взаимодействии расплавленного металла с газовой фазой. Взаимодействие с азотом. Присутствие азота в газовой фазе является результатом попадания в зону дуги воздуха, в котором находится 75,5% (по массе) азота. Соприкасаясь с расплавленным металлом, находящийся в атомарном и молекулярном состояниях, азот растворяется в нем. Поскольку азот, как и другие газы, может растворяться только в виде атомов, растворение его молекулярной формы происходит после предварительной диссоциации молекул непосредственно на поверхности расплава. Растворимость азота газовой фазы в жидком железе пропорциональна его парциальному давлению (часть общего давления, производимую газовой смесью, которая приходится на долю данного газа) и степени термической диссоциации: 
где [N] – равновесное содержание азота в металле; PN/N2 – общее парциальное давление соответственно атомарного и молекулярного азота; α – степень диссоциации азота при данной температуре; КН – коэффициент пропорциональности, увеличивающийся с повышением температуры.
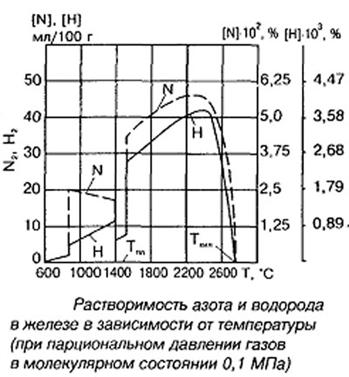
Определенное влияние на растворимость азота в стали оказывают и находящиеся в ней легирующие элементы. Это влияние неоднозначно. Так, марганец, ванадий, ниобий и хром повышают растворимость азота в жидком металле, а углерод, кремний и никель снижают ее. На рисунке показана зависимость растворимости азота в жидком и твердом железе от температуры при парциальном давлении азота PN2= 0,1 МПа. С повышением температуры растворимость азота в металле растет. При этом при температуре плавления металла и изменении типа решетки растворимость меняется скачкообразно.
Согласно расчетам, максимальная растворимость азота при парциальном давлении 0,1 МПа наблюдается при температуре 2200-2400°С и составляет около 0,06%. При более высоких температурах упругость паров железа заметно повышается, что ведет к снижению парциального давления азота в образующейся газовой смеси. При температуре кипения металла парциальное давление газа над металлом становится равным нулю, поэтому в кипящем металле газы вообще не растворяются. В то же время содержание азота в металле шва, полученного при дуговой сварке низкоуглеродистой стали на воздухе (более 0,22%), в несколько раз превышает расчетное значение. Это подтверждает большое интенсифицирующее влияние рассмотренных факторов (диссоциация азота в зоне дуги, наличие кислорода в газовой фазе) на растворение азота в жидком металле. Таким образом, ручная дуговая сварка покрытыми электродами проходит в условиях, когда в высокотемпературной части ванны и каплях может иметь место значительное насыщение расплавленного металла содержащимся в газовой фазе азотом. При охлаждении расплава за счет снижения растворимости происходит значительное перенасыщение сварочной ванны азотом во всем ее объеме, тем самым создаются предпосылки для выделения газа в виде пузырьков и, как следствие, для возможного образования пор. Другим негативным моментом повышенного содержания азота в расплавленном металле является следующий. Согласно диаграмме состояния Fe-N, при температуре ниже 590°С азот, кроме раствора, образует с железом твердое и хрупкое химическое соединение - нитрид FeN, при этом растворимость азота в железе становится чрезвычайно малой. При температуре 200°С она не превышает 0,005%, при температуре 590°С - 0,1%. Это приводит к тому, что даже при умеренном содержании азота в расплавленном металле и, как следствие, в металле шва можно ожидать получение сварных соединений с пониженными пластическими свойствами. Причиной этого является выделение FeN либо при сварке, либо в течение некоторого времени после завершения сварочных работ в результате распада перенасыщенного твердого раствора азота в железе (старения). Особенно резко, в 3-5 раз, снижается ударная вязкость. Подогрев стали до температуры 200-400°С интенсифицирует процесс старения. Освобождать качественно расплавленный металл от содержащегося в нем азота металлургическими способами не представляется возможным. Единственным путем снижения концентрации азота в металле остается повышение надежности защиты зоны сварки от влияния воздуха. С целью уменьшения возможности его поглощения расплавленным металлом в частности следует: - сварку многими марками электродов вести только короткой или предельно короткой дугой; - не допускать выполнения сварочных работ при скорости воздушного потока в месте сварки более 5-10 м/с (в зависимости от вида и марки электрода); - сборку тавровых соединений производить с минимальным зазором между деталями. Содержание азота в металле швов, получаемых при ручной дуговой сварке отечественными электродами, составляет 0,01-0,03%.
|
||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 574. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |

 При дуговой сварке с применением покрытых электродов усиливающее влияние на растворимость азота в расплавленном железе может оказывать присутствующий в газовой фазе кислород, который образует с азотом его оксид NO. Встречаясь с имеющим заметно более низкую температуру металлом, оксид азота диссоциирует на его поверхности с образованием активного, хорошо растворимого атомарного азота. Активность атомов газов, образующихся при разложении многокомпонентных молекул (в данном случае молекул NO), выше активности атомов чистых двухатомных газов (N2).
При дуговой сварке с применением покрытых электродов усиливающее влияние на растворимость азота в расплавленном железе может оказывать присутствующий в газовой фазе кислород, который образует с азотом его оксид NO. Встречаясь с имеющим заметно более низкую температуру металлом, оксид азота диссоциирует на его поверхности с образованием активного, хорошо растворимого атомарного азота. Активность атомов газов, образующихся при разложении многокомпонентных молекул (в данном случае молекул NO), выше активности атомов чистых двухатомных газов (N2).