|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
По теме «Дефекты стеклянных бытовых товаров»Вариант№1
@ Тестовое задание по теме «Дефекты стеклянных бытовых товаров» Вариант№2
 @ Тестовое задание по теме «Дефекты стеклянных бытовых товаров» Вариант№3
? Изучив тему «Стеклянные бытовые товары» ответьте на вопросы:
ТЕМА 2. КЕРАМИЧЕСКИЕ БЫТОВЫЕ ТОВАРЫ Содержание темы: Общие сведения. Виды, состав и свойства керамики. Сырьё для производства керамических товаров. Производство керамических товаров. Ассортимент фарфоровой посуды. Ассортимент фаянсовой посуды. Ассортимент майоликовой посуды. Ассортимент изделий из полуфарфора. Ассортимент тонкокаменных изделий. Ассортимент гончарных изделий. Художественно-декоративные изделия. Требования к качеству, сортировка керамических изделий. Маркировка, упаковка, транспортирование и хранение керамических товаров. Практическая работа «Изучение стандартов на керамические бытовые товары». Тестовое задание«Виды керамики и декорирование». Вопросы для самоконтроля. Студент должен знать: Сырьё для производства керамических бытовых товаров, этапы производства, классификацию и ассортимент; оценку качества.
Студент должен уметь: Распознавать виды керамики, виды украшений; составлять торговую характеристику изделий по идентифицирующим признакам, работать с нормативными документами; распознавать дефекты и определять сортность изделий. Общие сведения G Керамические товары, называемые также керамикой, - это изделия, получаемые из глинистых материалов с минеральными добавками, полученные формованием и обжигом до камневидного состояния в целях придания им механической прочности и других свойств. К керамике относятся посуда, художественные изделия и др. Первые заводы по производству фаянсовых изделий возникли в 18 веке близ Москвы. В Петербурге в 1744 г. был построен первый завод фарфоровых изделий (ныне Ленинградское объединение имени М.В. Ломоносова). Производство организовал русский ученый Д.И. Виноградов, открывший «секрет» изготовления фарфора. Многое сделал для развития фарфорового производства и М.В. Ломоносов, работавший над созданием отечественного фарфора.
G 2.2. Виды, состав и свойства керамики Основными видами керамики являются фарфор, полуфарфор, фаянс, майолика, тонкокаменные и гончарные изделия, подразделяемые но строению, степени плотности и составу черепка. По строению черепка различают керамику грубую и тонкую. К грубой керамике относятся изделия с крупнозернистым пористым черепком красновато-коричневого цвета (гончарные изделия, глиняный кирпич, черепица). Изделия тонкой керамики (фарфор, полуфарфор, фаянс, майолика, тонкокаменные изделия) имеют плотно спекшийся или мелкопористый белый либо светлоокрашенный черепок. По степени плотности черепка керамика бывает с плотным спекшимся черепком с водоноглощением до 5 % (фарфор, полуфарфоровые и тонкокаменные изделия) и с пористым черепком с водопоглощением более 5% (фаянс, майолика, гончарные изделия). Состав черепка керамики разных видов различен, что влияет на их свойства. Фарфорподразделяют на твердый и мягкий. Твердый фарфор получают из смеси, состоящей из 50 % глинистых материалов (в основном каолина), 25 % кварцевого песка и 25 % полевого шпата. Мягкий фарфор получают из 25—30 % каолина и глины, 20—45 % кварца и 30—36 % полевого шпата. Разновидностью мягкого фарфора является костяной фарфор, в состав которого вводят костяную золу. Твердый фарфор отличается более высокой механической, термической и химической стойкостью. Черепок фарфора белого цвета с голубоватым оттенком, плотно спекшийся (водо-поглощение до 0,2 %), в тонких слоях (до 2,5 мм) просвечивает, при ударе о край изделие издает продолжительный мелодичный звук. Изделия из фарфора за исключением некоторых художественно-декоративных изделий (бисквитный фарфор) глазуруют. Полуфарфорполучают из смеси 45—55 % каолина и глины, 23—28 % кварца и 9—30 % полевого шпата. Черепок полуфарфора непросвечивающийся, белого цвета, с водопоглощением 3—5 %. Из полуфарфора изготовляют Фаянс получают из смеси 45—60 % глинистых материалов (белых или беложгущихся глин), 25—40 % кварца и 5—15 % полевого шпата. Фаянс имеет пористый черепок (водопоглощение 9-12%) белого цвета с желтоватым оттенком, непросвечивающийся, при ударе по краю изделие издает глухой звук. Пористость черепка фаянса снижает его механическую и термическую стойкость. Из фаянса изготовляют в основном столовую посуду. Майолика — это изделия с белым или цветным, чаще всего пористым, непросвечивающийся черепком, покрытым цветной глазурью. Майоликовые изделия часто имеют рельефные украшения, при ударе издают глухой звук. К ассортименту майоликовых изделий относятся посуда, художественно-декоративные изделия и др. Тонкокаменные изделияизготовляют из смеси 50 % глины, каолина, 50 % кварцевого песка и полевого шпата. Черепок спекшийся, непросвечивающийся (водопоглощение до 3%), сероватого, желтоватого или коричневого цвета, обладает высокой механической, термической и химической стойкостью. В ассортимент тонкокаменных изделий входят хозяйственная посуда, в том числе жаростойкая, художественно-декоративные изделия. Гончарные изделияотносятся к грубой керамике, вырабатываемой из гончарных окрашенных глин и песка (до 20 %). Отличаются пористым черепком от желтого до темно-красного цвета. К основным свойствам керамикиотносятся механическая прочность, твердость, термическая устойчивость, химическая стойкость глазурей и надглазурных керамических красок, белизна черепка, просвечиваемость. Механическая прочность влияет на долговечность изделий, которые чаще всего разрушаются при ударе. Прочность керамики при сжатии во много раз больше прочности при растяжении, изгибе и ударе, что необходимо учитывать при транспортировании, хранении и использовании изделий. Твердость глазурованной керамики также влияет на долговечность изделий, которые в процессе эксплуатации подвергаются различным механическим воздействиям. Твердость глазури по шкале Мооса: фарфора — 7, фаянса — 6, майолики — 5 единиц. Поэтому изделия из фарфора обладают большим сопротивлением истиранию, что способствует сохранению гладкости и блеска глазурованной поверхности. Термическая устойчивость керамики зависит от коэффициента термического расширения черепка и глазури. При увеличении разницы коэффициентов термического расширения снижается термическая устойчивость изделий. Наибольшей термической стойкостью характеризуется фарфоровая посуда, глазурь которой изготовляют из тех же материалов, что и черепок, и вследствие чего коэффициент термического расширения их почти одинаков. Термическая стойкость посуды фарфоровой не менее 165 0С, фаянсовой— 145 и майоликовой— 100—110°С. Фарфор обладает наиболее высокой термической стойкостью, поэтому только из него изготовляют заварные и доливные чайники и другие изделия, подвергающиеся значительным температурным колебаниям в процессе эксплуатации. Химическая стойкость глазурей и надглазурных керамических красок керамики к воздействию воды, пищевых кислот, щелочей зависит от их состава и обусловливает их гигиеничность и долговечность. Наибольшей химической стойкостью обладают фарфоровые глазури, меньшей — глазури майоликовых и гончарных изделий, содержащие больше растворимых соединений, которые под влиянием агрессивных сред постепенно вымываются, в результате чего глазурованная поверхность изделий становится шероховатой и менее блестящей. Белизна черепка зависит от наличия в сырьевых материалах окислов железа и других красящих веществ, а также от толщины слоя глазури. Белизну определяют сравнением с эталоном (баритовой пластинкой), белизна которого принята за 100 %. Белизна твердого фарфора 55—68 %, костяного — 74—80 %. Белизна неглазурованных изделий выше, чем глазурованных. Просвечиваемость характерна только для фарфора и зависит от состава массы, температуры обжига, количества стекловидной фазы в структуре и пористости. С увеличением толщины черепка просвечиваемость резко снижается. Просвечиваемость мягкого фарфора выше, чем твердого. G 2.3. Сырье для производства керамических товаров
К основным материалам, применяемым для производства керамических изделий, относятся материалы для получения керамических масс, отощающие материалы, глазурующие материалы и керамические краски.
Глины являются продуктами разрушения горных пород и представляют собой тонкодисперсные землистые минеральные массы, которые при смешивании с водой превращаются в тесто, обладающее хорошей пластичностью. В зависимости от состава глины имеют различную температуру плавления и подразделяются на легкоплавкие (ниже 1350 °С), тугоплавкие (1350—1580 °С) и огнеупорные (выше 1580 °С). Из легкоплавких глин изготовляют гончарные изделия, а из огнеупорных — фарфоровые изделия. Различают глины белые и красножгущиеся. Из белых глин вырабатывают фарфоровые, фаянсовые и майоликовые изделия, из красножгущихся — гончарную посуду. Каолины — материалы, образовавшиеся вследствие разрушения горных пород, например гранита. Они представляют собой глиноподобный материал белого цвета, с температурой плавления 1790 °С. Крупнейшие месторождения каолинов находятся на Украине, в Сибири и на Дальнем Востоке. Для изготовления фарфоровых и фаянсовых изделий используют каолины, очищенные от примесей. Глины и каолины обладают пластичностью — способностью после замешивания с водой принимать в результате внешних воздействий определенную форму. Пластичность глин и каолина зависит от величины частиц, входящих в их состав, причем чем меньше эти частицы, тем выше пластичность. Отощающие материалы — это кварц, чистый кварцевый песок и размолотый черепок. Изделия, получаемые из глин и каолина, при последующей сушке и обжиге уменьшаются в объеме (происходит усадка), в результате чего изменяется их форма и появляются трещины. Для уменьшения усадки к глине и каолину добавляют отощающие материалы. Плавни (флюсы) снижают температуру спекания керамической массы при обжиге, увеличивают механическую прочность и просвечиваемость изделий. К плавням относятся полевой шпат, пегматит (минерал, состоящий из кварца и полевого шпата) и костяная мука (для получения костяного фосфора). Глазурующие материалы (глазури) применяют для улучшения внешнего вида и гигиеничности керамических изделий. Различают глазури тугоплавкие и легкоплавкие. Тугоплавкие глазури получают из кварца, мела, каолина, полевого шпата, размолотого фарфорового боя; ими покрывают фарфоровые изделия. Состав этих глазурей близок к составу черепка фарфоровых изделий, поэтому коэффициенты теплового расширения их одинаковы. Легкоплавкие глазури получают из кварца, мела, полевого шпата, кальцинированной соды, поташа и др. Онипредназначены для фаянсовых и майоликовых изделий. Коэффициент теплового расширения этих глазурей несколько отличается от коэффициента теплового расширения фаянсовых и майоликовых изделий, поэтому иногда на них появляются трещины глазури, называемые цеком. По цвету глазури бывают бесцветные ицветные, апо микроструктуре — непрозрачные (заглушённые) и прозрачные. G 2.4. Производство керамических товаров Приготовление массы и глазури.Для получения разных видов фарфора и фаянса используют различные смеси исходных материалов. Исходные материалы перед получением массы для изготовления изделий подвергают предварительной обработке. Так, кварц и полевой шпат обжигают при температуре 9000С для облегчения последующего помола и удаления кусков, содержащих окислы железа; после промывки производят помол и просеивание. Глины и каолины растворяют в воде в специальных мешалках, превращая их в суспензию. После этих операций исходные материалы смешивают. Полученную жидкую смесь процеживают через сито для удаления крупных частиц и посторонних примесей. С помощью электромагнитов удаляют мелкие частицы железа. Очищенную жидкую массу частично обезвоживают и обрабатывают на массомялках для получения теста, пригодного для формования изделий. Пластичность массы увеличивают, выдерживая ее в течение 12—14 дней всырых подвалах, при этом в ней происходят физические, химические и биологические процессы. Подготовка глазури заключается в размалывании, просеивании и очистке от примесей материалов, предназначенных для ее получения. Образовавшуюся массу смешивают с водой; влажность смеси около 45 %. Формованиеизделий производят различными способами — пластическим формованием и литьем в гипсовые формы.
Формование керамических изделий: I — пластическое формование полых изделий методом вращающихся роликов: 1 — форма пластмассовая; 2 — ролик; 3— формуемая масса; II — формование литьем из шликера: 1,2 — половинки гипсовой формы; 3 — формуемая масса Пластическим формованием изделия получают на специальных станках. Во вращающуюся пластмассовую или гипсовую форму помещают определенное количество массы и опускают ролик или шаблон, который прижимает массу к стенкам формы. Внутренняя поверхность формы образует наружные стенки изделия, а шаблон — внутренние. В настоящее время изделия формуют в основном на автоматах и полуавтоматах. Изделия сложной формы (чайники, кофейники и др.) и с очень тонкими стенками получают литьем в гипсовые формы. В толстостенную гипсовую форму с внутренней полостью заливают жидкую сметанообразную массу (шликер). Стенки гипсовой формы впитывают воду из шликера, и через некоторое время частицы массы начинают оседать на стенках формы, загустевают и образуют стенки изделия. После подсыхания изделие вынимают из раскрывшейся формы. Такие детали изделий, как ручки и носики, формуют отдельно в специальных формах и прикрепляют к подсушенным, отформованным или отлитым изделиям с помощью шликера. Высушенные в искусственных сушилках изделия приобретают прочность, необходимую для дальнейшей обработки абразивными материалами в целях удаления швов от разъемных форм, заусенцев и неровностей, а также для последующего обжига. Для сушки изделий применяют также токи высокой частоты и инфракрасные лучи. Обжиг изделий. Фарфоровые изделия обжигают два раза. В результате обжига закрепляется форма изделий, они приобретают необходимые механическую прочность, водостойкость и другие свойства. Для обжига используют туннельные печи, в которых изделия, погруженные на вагонетки, проходят через зоны подогрева, обжига и охлаждения. Для обжига изделий применяют также печи конвейерные с шагающим подом, роликовые, щелевые и горны (печи периодического действия), работающие на газе, нефти или электроэнергии. Изделия из фарфоровой массы первый раз обжигают при температуре 900—10000С, при этом черепок изделий приобретает механическую прочность, водостойкость и пористость. Изделия должны быть водостойкими, чтобы их можно было покрывать жидкой глазурью, и пористыми, чтобы черепок впитывал глазурь. После первого обжига фарфоровые изделия покрывают глазурью (смесью исходных материалов с водой), или опуская в нее, или с помощью пульверизатора, или другими способами. Изделия, покрытые глазурью, устанавливают на ножку или дном кверху в керамические огнеупорные короба. С поверхности изделий, соприкасающейся с коробом, глазурь удаляют, поэтому на готовых изделиях край или ножка не заглузурованы. Температура второго обжига фарфоровых изделий 1350—14000С; при этом обжиге спекается черепок и образуется фарфор. Фаянсовые изделия обжигают также дважды. Первый раз фаянсовые изделия обжигают при температуре 1250— 12800С для придания черепку необходимой механической прочности и пористости. После глазурования изделия помещают в огнеупорные короба. Фаянсовые изделия, например тарелки, при втором обжиге не деформируются, поэтому их устанавливают в коробе на огнеупорные призмочки и разделяют гребенками; полые изделия укрепляют на специальных подставках — тройниках с острыми выступами. Поэтому поверхность фаянсовых изделий имеет сплошное покрытие глазури. Второй обжиг фаянсовых изделий проводят при температуре 1140—11800С. При этом обжиге глазурь полностью расплавляется и равномерно распределяется па поверхности изделий. На некоторых заводах высушенные и глазурованные толстостенные изделия (салатники, масленки, кружки ii др.) обжигают только один раз. Отличительные признаки фарфора и фаянса. Фарфор и фаянс различаются плотностью, структурой черепка, просвечиваемостью, звуком при ударе о край изделия, белизной черепка, твердостью и химической стойкостью глазури. Плотность фарфоровых изделий всегда больше, чем фаянсовых, так как черепок фарфора спекшийся (плот Механическая прочность на сжатие фарфоровых изделий обычно выше, а на удар — ниже, чем фаянсовых. Термостойкость глазури фарфора высокая: она выдерживает резкие температурные колебания без растрескивания. Глазурь фаянсовых изделий должна выдерживать температурные колебания в пределах 170—150С без цека. Глазурь фарфоровых изделий обладает большей химической стойкостью к действию кислот и щелочей, чем глазурь фаянса. Край или ножка изделий из фарфора не заглазурованы, изделия из фаянса полностью заглазурованы, но имеют следы опор от подставок при обжиге изделий. Особенности производства полуфарфоровых, майоликовых, тонкокаменных и гончарных изделий. Полуфарфоровые изделия изготовляют из необогащенного сырья по технологии, сходной с производством фаянсовых изделий. Формование изделий производится чаще всего литьем в гипсовые формы, иногда — пластичным формованием. Глазурованные изделия обжигают при температуре 1200—13000С, при этом образуется черепок пористостью 3—5 % (меньше, чем у фаянса), белый или сероватый, не просвечивающийся и более толстый, чем черепок фарфоровых изделий. Он характеризуется хорошей механической прочностью и термической стойкостью и более высокими, чем черепок фаянсовых изделий, гигиеническими свойствами. Изделия покрывают белой или цветной глазурью и декорируют подглазурными разделками. Майоликовые изделия формуют обычно литьем в гипсовые формы, иногда пластичным способом. Для глазурования применяют легкоплавкие глазури, поэтому температура обжига глазурованных изделий не превышает 11000С. В зависимости от характера украшения изделия покрывают одно- или многоцветной глазурью без росписи или с росписью красками. Майоликовые изделия отличаются от других видов керамики рельефными украшениями. Изделия имеют пористый, несколько утолщенный черепок, по цвету, составу и свойствам близкий к фаянсу. Черепок майолики может быть и естественноокрашенным. Тонкокаменные изделия формуют литьем в гипсовые формы и пластичным формованием. Первый раз их обжигают при температуре 900—10000С, второй раз, после глазурования, при температуре 1150—1200°С. Гончарные изделия формуют на гончарных кругах вручную или с помощью специальных форм и шаблонов; иногда изделия лепят руками. Высушенные изделия при необходимости покрывают глазурью. Для глазурования применяют свинцовые и соляные глазури, сообщающие изделиям после обжига блеск и гигиенические свойства, так как глазури не пропускают воду, а глазурованная поверхность хорошо очищается и моется. Свинцовые глазури содержат токсичные соли свинца. В пищу, содержащую слабые кислоты, при хранении в гончарной посуде, покрытой свинцовой глазурью, переходят соединения свинца. Поэтому рекомендуется предварительно вскипятить в гончарных изделиях воду, содержащую некоторое количество уксуса, а затем вымыть их горячей водой. Соляные глазури безвредны, но имеют меньший блеск. После глазурования изделия обжигают при температуре 900—10000С. Соляной глазурью изделия покрывают во время обжига: в печь помещают поваренную соль, которая при высокой температуре разлагается с выделением паров окиси натрия, соединяющейся с черепком изделия, в результате чего образуется тонкий слой глазури. Декорирование керамических изделий.Фарфоровые и фаянсовые изделия декорируют (украшают) керамическими красками, люстрами, препаратами золота и серебра. Керамические краски состоят из минеральных пигментов (окислы различных металлов) и стеклообразующих флюсов, которые после сплавления образуют стекловидный слой краски на поверхности изделий. Керамические краски подразделяют на падглазурные и подглазурные. Н а д г л а з у р н ы е краски наносит на изделия, покрытые глазурью. Они представляют собой мелко-измельченные легкоплавкие цветные стекла, растертые на скипидаре, глицерине и других вяжущих материалах. Надглазурные краски отличаются большим разнообразием цветов. Подглазурные краски наносят на неглазуровапные изделия, которые затем покрывают глазурью и подвергают второму (политому) обжигу при температуре 1140—1400 °С. Различают подглазурные краски для фаянса и для фарфора. Краски для фаянса выпускают в большем ассортименте, так как температура обжига изделий сравнительно невысокая. Более высокую температуру обжига фарфоровых изделий многие краски не выдерживают, поэтому их ассортимент невелик. К подглазурным краскам относятся закись кобальта, окись хрома, окись марганца. Люстры — сплавы соединений железа, меди и других металлов и канифоли. Они образуют на поверхности глазури тонкие, переливающиеся радужные пленки. Люстры бывают бесцветные и окрашенные. Препараты золота могут быть жидкими или порошкообразными. Они представляют собой растворы органических соединений золота в растворителях. Препараты жидкого золота содержат до 15 % металлического золота, а препараты порошкообразного золота — до 73 %. Под глазурную раскраску изделий производят после первого обжига. Подглазурными красками декорируют в основном фаянсовые изделия; они отличаются большей прочностью и долговечностью, чем надглазурные. Подглазурные рисунки на фаянсовых изделиях не имеют четких контуров, поверхность их на ощупь гладкая. Надглазурную раскраску широко применяют для декорирования фарфоровых и фаянсовых изделий. Изделия с нанесенными на них рисунками подвергают дополнительному (муфельному) обжигу при температуре 760—8500С, при этом краски прочно закрепляются на поверхности изделий. Блеск надглазурных рисунков меньше блеска глазури. Фарфоровые и фаянсовые изделия украшают ручным и полумеханическим способами. Основными видами украшений являются усик, отводка, лента, живопись, крытье, печать, декалькомания, шелкография, трафарет, штамп, фотокерамика.
Усик — круговая полоска краской или золотом шириной до 1 мм. Отводка — круговая полоска шириной 1—3 мм. Лента — круговая полоска шириной более 3 мм. В зависимости от ширины ее подразделяют на узкую Живопись — ручная роспись изделий краской или золотом с помощью кисти либо пера. Характерные признаки живописи — заметные следы мазков кисти, более толстый слой краски и яркий рисунок. К р ы т ь е — изделие покрывают краской с помощью пульверизатора. Различают следующие виды крытья: сплошное — весь корпус изделия закрашен с внешней стороны; полукрытье — поверхность изделия закрашена полоской шириной 20 мм и более; нисходящее или восходящее — постепенное ослабление тона краски; с прочисткой — в сплошном крытье оставлен незакрашенный участок различной формы, на который наносят рисунок. Печать — рисунок, состоящий из одноцветных контурных линий и штрихов, без раскраски или с раскраской от руки в один или несколько цветов (печать с раскраской). Рисунок предварительно отпечатывают на тонкой папиросной бумаге и сразу же накладывают ее на изделие. Декалькомания (деколь) — нанесение на изделие одно- или многокрасочных рисунков с помощью переводных картинок. Яркие рисунки на изделиях получают с помощью сдвижной деколи. Рисунки деколи обычно многокрасочны и сходны с живописными, но без следов кисти. От печати деколь отличается отсутствием одноцветного контура. Шелкографию широко применяют для украшения керамической посуды, так как это один из высокопроизводительных способов украшения. Рисунки яркие, рельефные, разной сложности, на них хорошо видны штрихи и точки. Трафарет — нанесение на изделия рисунка с помощью трафаретов (шаблонов с отверстиями) и пульверизатора, распыляющего краску. Рисунки могут быть одно- и многокрасочными. Для получения многокрасочных рисунков применяют несколько трафаретов. Отличительные признаки трафарета: плоское изображение, части рисунка одного цвета отделены друг от друга, края рисунка четко очерчены, следы кисти невидны. Ш т а м п — однокрасочный рисунок, повторяющийся на изделии; наносят его с помощью резинового штампа, краской или золотом. Обычно штамп служит дополнительным украшением к другим видам раскраски, например деколи, живописи. Фотокерамика — это украшение в виде портретов, пейзажей, перенесенное на изделия с фотопластинок. Применяется редко из-за сложности выполнения. Дополнительными разделками фарфоровых и фаянсовых изделий являются пестрение, арабеска, дорисовка, блик, подправка, промазка рельефа, цировка и медальон. Пестрение — частичная разрисовка рисунка краской или золотом для подчеркивания деталей. Арабеска — узкий бортовой орнамент краской или золотом, нанесенный от руки. Дорисовка — дополнительная к основному рисунку ручная разрисовка красками или золотом. Блик — рельефный мазок бесцветной краской для подчеркивания светлых деталей рисунка. Промазка рельефа — сплошное покрытие рельефа. Цировка — вычерчивание узора по матовому золоту. Медальон — круг, овал или другое фигурное изображение, границы которого разрисованы от руки или оформлены штампом. Нанесение на изделия высокохудожественной живописи сочетается с разделкой золотом носиков, ручек и держателей крышек. Декоративные глазури применяют обычно для украшения изделий из майолики, фарфора и фаянса. К ним относятся глазури: поточные — образуют на поверхности изделия потеки и узоры; матовые — придают поверхности изделий бархатистость и матовой блеск; люстровые — создают на поверхности изделий перламутровые оттенки и др. В зависимости от характера расположения на изделиях рисунки подразделяют на букет, раскидные, бортовые и сплошные. Букет состоит из лепков и рисунков до трех включительно; раскидные — из лепков или рисунков от пяти и более; бортовые — из непрерывного (орнаментального) рисунка, нанесенного на изделия в виде непрерывной полосы, чаще всего на борту; сплошные — из непрерывных рисунков, нанесенных на внешнюю или внутреннюю поверхность изделия (на тарелки, блюда и другие плоские изделия — по всему борту, на чашки и другие объемные изделия — до нижнего изгиба, переходящего в ножку).
Украшения керамических изделий по характеру расположения и количеству рисунков: 1 - букет; 2 — раскидные; 3 — раскидные с большим букетом; 4 — бортовые с большим букетом; 5,6 — бортовые; 7 — сплошные. Все описанные выше разделки наносят на изделия как отдельно, так и в различном сочетании, например: отводку с усиками или лентами, деколь со штампом, живописные рисунки с крытьем краской. ! Сложность разделок, наносимых на фарфоровую и фаянсовую посуду, устанавливают в зависимости от способа и вида нанесения рисунка (трафарет, шелкография), количества красок (однокрасочные, двухкрасочные, многокрасочные), вида применяемого красителя (препараты золота, подглазурный кобальт) и наличия дополнительных украшений. Разделки, наносимые на фарфоровую посуду, подразделяют по прейскуранту на десять групп (разделки изделий Ленинградского фарфорового завода имени М. В. Ломоносова — с 6-й по 15-ю группу), на фаянсовую—на семь групп. К 1-й группе относятся изделия без разделок («белье»). Каждой разделке присвоен номер, состоящий из двух чисел, разделенных дефисом. Первое число — это номер группы разделки, а второе — номер рисунка. Например, номер разделки 5-102 означает: 5 — номер группы разделки, 102 — номер рисунка. G Если разделки сложные и предусмотрены надбавки к 10-й или 7-й группе, то вместо первого числа номера разделки указывают процент надбавки. Например, в номере разделки 20-320 число 20 — процент надбавки к цене изделий с разделкой 10 -й группы, 320—номер рисунка. Группу разделки определяют по прейскуранту на фарфоровые и фаянсовые изделия и иллюстрациям к перечню разделок этого прейскуранта. Номер группы разделок указывают на дне изделий. Украшение гончарных изделий. Гончарные изделия декорируют рельефными украшениями при формовании, а также белыми или цветными ангобами, цветными глазурями и подглазурной живописью. Белые ангобы — это массы, состоящие из беложгущейся глины, каолина, мела и кварцевого песка. Цветные ангобы получают, добавляя в белые ангобы красящие вещества (окись железа, окись кобальта и др.). Ангобы наносят на необожженные изделия сплошной заливкой или же с помощью конической трубки в форме рожка, из которого выдавливают массу. Для улучшения внешнего вида обожженные, декорированные ангобами изделия покрывают глазурями с последующим вторичным обжигом, в результате чего на поверхности образуется слой глазури. Цветные глазури получают сплавлением свинцовых глазурей с окрашивающими окислами металлов (окисью кобальта, окисью железа и др.).
G 2.5. Ассортимент фарфоровой посуды Фарфоровую посуду выпускают в наибольшем количестве (около 60 % производства всех керамических товаров) и в широком ассортименте. Классифицируют По назначению фарфоровую посуду подразделяют на столовую, чайную, кофейную; по видам — на блюдца, чашки, тарелки и др. По форме различают изделия плоские (тарелки, блюдца) и полые (чашки, чайники). Форма изделий зависит от их назначения. Фасоны изделий обозначают порядковыми номерами или словами, например чашки фасона «колокол». Размеры плоских и круглых изделий обозначают по верхнему диаметру (в мм), овальных — по большой длине овала (в мм), полых — по вместимости (в см3 или л), высоких — по высоте корпуса (в мм). Кроме того, фарфоровые изделия подразделяют на мелкие — диаметром до 175 мм и вместимостью до 500 см3, средние — диаметром (длиной) от 175 до 250 мм и вместимостью от 500 до 1000 см3 и крупные — диаметром более 250 мм и вместимостью 1000 см3 и более. По толщине стенок изделия делят на обыкновенные (2,5—4 мм) и тонкостенные (1,4—2,5 мм). По видам разделок — на белые (без украшений) и с разделками (деколь, трафарет и др.); по с л о ж н о с т и разделок — на группы. По к о м и л е к т н о с т и фарфоровую посуду подразделяют на одиночные изделия (кружки, вазы, тарелки и др.) и комплектные (сервизы, гарнитуры, наборы). В комплекты входит различное количество изделий (на 12, 6 или 4 человека, парные изделия) одного фасона, разделки и сорта. Столовая посуда. К столовой посуде для подачи пищи на стол относятся блюда, вазы для супа, подливочники, селедочницы, салатники, хренницы, солонки, горчичницы, перечницы, рюмки для яиц и др. Б люда бывают круглые и овальные. Круглые блюда могут быть гладкими или гранеными, с ровным или вырезным краем. Овальные блюда выпускают различных фасонов, в том числе и глубокие (рыбные). Диаметр круглых блюд 300 и 350 мм, овальных — 350, 400 и 450 мм. Вазы для супа выпускают овальной и круглой формы, с двумя ручками и крышкой, с вырезом для разливательной ложки, вместимостью 2000 см. Подливочники изготовляют различных фасонов — с поддоном или без него, без крышки, вместимостью 80—100, 200 и 400 см3. Селедочницы — овальной формы, с краем ровным, вырезным или рельефным, длиной 135 — 300 см. Салатники бывают круглые, овальные и других фасонов, вместимостью 120—1000 см3. Хренницы состоят из корпуса и крышки с вырезом для ложечки. Они бывают разных фасонов (с ручками и без них), вместимостью 200 и 400 см3. С о л о и к и изготавливают разных фасонов (одно - и двухместные), вместимостью 40 см3. Горчичницы и перечницы выпускают разных фасонов. Вместимость горчичниц 35—40 см3, перечниц — 10—35 см3. Рюмки для яиц изготавливают с поддоном и без него, диаметром 35—40 мм. Сухарницы выпускают разных фасонов, диаметром 230—335 мм. К столовой фарфоровой посуде для принятия пищи относятся в основном тарелки с гладким или вырезным краем, ровным бортом или рельефным рисунком. Глубокие тарелки диаметром 240 мм называются обеденными, диаметром 200 мм — детскими; мелкие тарелки диаметром 240 мм — подставными, 200 мм — закусочными, 175 мм — десертными и 150 мм — пирожковыми. К комплектной столовой посуде относятся сервизы и наборы. Столовые сервизы выпускают на 6 и 12 человек, в них входят соответственно 35 и 68 предметов. Столовые сервизы выпускают различных фасонов, обозначаемых условными названиями. Наборы столовой посуды отличаются от сервизов меньшим количеством предметов. Чайная и кофейная посуда.Чайную и кофейную посуду подразделяют на изделия для подачи пищи на стол, изделия для принятия пищи и прочие изделия. К посуде для подачи пищи на стол относятся чайники, кофейники, кувшины, вазы, сахарницы, сухарницы, сливочники, молочники, масленки. Чайники по назначению подразделяют на заварные— вместимостью 250—1000 см3 и доливные (для кипятка) — 1000—1400 см3. Выпускают чайники различных фасонов, обозначаемых названиями и номерами.
К у в ш и н ы изготовляют разных фасонов, обычно с крышкой, вместимостью 750—1400 см3. Вазы предназначены для варенья и фруктов. Вазы для варенья изготовляют всегда на ножке высотой не менее 25 мм и диаметром 120 мм. Вазы для фруктов имеют ножку не ниже 30 мм, круглую форму, гладкий или вырезной край и диаметр 240—270 мм. Сахарницы бывают разных фасонов, с двумя ручками или без них, с крышкой или без нее, вместимостью 250—600 см3. Сухарницы — круглые и овальные, на ножке или без нее, с рельефной поверхностью, с гладким или вырезным краем. Длина плоских сухарниц типа тарелки с небольшими ушками с двух сторон 270 мм, овальных — 310—335 мм. Сливочники изготовляют разной формы, без крышек, вместимостью 150—425 см . Молочники отличаются от сливочников большей вместимостью — 500—750 см3; выпускают их с крышкой или без нее. Масленки вырабатывают разнообразных фасонов, в том числе на поддоне и с крышкой-колпаком или без поддона и с крышкой, вместимостью 100—200 см3. К чайной посуде для принятия пищи относятся чашки с блюдцами, блюдца, бокалы, кружки, стаканы, а также пиалы. Чашки с блюдцами выпускают в широком ассортименте. Чашки и блюдца в паре должны иметь одинаковую разделку и один сорт. Назначение, фасоны и вместимость их различны. Чашки по назначению подразделяют на чайные и кофейные. Чайные чашки выпускают разных фасонов. Вместимость чашек чайных 200—250 см3, полуаппетитных — 300, аппетитных — 300—500 см3. Выпускают и декоративные чашки под разными названиями. Вместимость кофейных и детских чашек — 60—130 см3. Блюдца по назначению подразделяют на чайные, кофейные и для варенья. Блюдца чайные выпускают разных фасонов и размеров в соответствии с вместимостью чашек. Так, блюдца диаметром 135—140 мм предназначены для чашек вместимостью 200—250 см3, 150— 155 мм —для чашек 300—350 см3, 160—170 мм — для чашек 400—500 см3, 110—120 мм — для кофейных и детских чашек. Блюдца для варенья бывают разных фасонов, диаметром 90—100 мм. Бокалы отличаются от чашек вытянутой формой корпуса и большей вместимостью. Выпускают их разных фасонов, в том числе на ножке, иногда с крышкой, часто со сложными разделками, вместимостью от 375 до 600 см3. Кружки имеют цилиндрическую форму и ручку. В зависимости от толщины черепка их подразделяют на обыкновенные — 90—100 и 200—400 см3 и с утолщенным черепком — 400—500 см3. Курортные кружки — плоские, с пустотелой ручкой, вместимостью 250—300 см3, предназначены для минеральных вод. Стаканы выпускают цилиндрической и конической формы, с ручкой или без нее, вместимостью от 100 до 250 см3. Пиалы отличаются от чашек сферической формой корпуса на низкой ножке и отсутствием ручки. Вместимость их 140—400 см3. К чайной комплектной посуде относятся фарфоровые чайные, кофейные, чайно-кофейные сервизы, гарнитуры и наборы. В каждый комплект входят изделия одного фасона, разделки и сорта. Сервизы — это полные наборы чайной и кофейной посуды на 6 или 12 человек. Чайный сервиз чаще всего состоит из 6 или 12 чашек с блюдцами, чайника, сахарницы и сливочника. Сервизы выпускают разных фасонов, обозначаемых по названиям формы изделий и рисунка. В кофейные сервизы входят 6 или 12 кофейных чашек с блюдцами и 6 или 12 мелких тарелок диаметром 150 или 175 мм, а также кофейник, сахарница и сливочник. Чайно-кофейные сервизы состоят из набора изделий для чая и кофе. Выпускают также тонкостенные чайные и кофейные сервизы из костяного фарфора. Гарнитуры состоят из чайного сервиза на 6 или 12 человек, 6 или 12 мелких тарелок, 6 или 12 блюдец для варенья, вазы для варенья, вазы для фруктов, сухарницы и масленки. В гарнитур на 6 человек входят 32 предмета, а на 12 человек — 56 предметов. Наборы чайной посуды на 6 человек могут состоять из 14 предметов (6 пар чашек с блюдцами и двух чайников — заварного и доливного); наборы для кофе для двух человек — из 6 предметов (кофейника, подноса и двух пар кофейных чашек с блюдцами). Выпускают также наборы чайников (заварных и доливных), состоящие из двух-трех предметов с высокохудожественной росписью; они относятся к подарочным комплектам
G
Ассортимент фаянсовой посуды меньше, чем фарфоровой, вследствие того, что фаянсовые изделия обладают меньшей термической стойкостью и гигиеничностью (места с нарушенной глазурью легко загрязняются из-за пористости черепка). Только из (фаянса вырабатывают миски, вазы для хлеба, пловницы, которые должны обладать высокой механической прочностью. Большинство изделий изготовляют плоскими — тарелки, блюдца и др. Столовая посуда. К столовой фаянсовой посуде относятся тарелки, миски, вазы для супа, хлеба и фруктов, салатники, кувшины, селедочницы, пловницы и другие изделия. Тарелки мелкие выпускают диаметром 170—180, 200, 220 и 240 мм; глубокие — 200, 220 и 240 мм. Миски изготовляют конической формы, с утолщенным краем, четырех размеров — 190—200, 225, 250 и 255—265 мм. Б л ю д а бывают круглой и овальной формы. Диаметр круглых блюд 300 и 350 мм, овальных — 350, 400 и 450 мм. Вазы для супа выпускают разных фасонов, вместимостью 2000 и 3000 см3, вазы для соуса — 800 см3, вазы для хлеба — на низкой ножке, диаметром 230 мм, вазы для фруктов—на высокой ножке, диаметром 240 мм. Салатники бывают разных фасонов, вместимостью от 170 до 1400 см3. Кувшин ы выпускают различных фасонов, вместимостью 500, 1000 и 1500 см3, а п о д л и в о ч н и к и — только вместимостью 400—450 см3. Селедочницы могут быть овальной и другой формы, длиной 145, 250 и 300 мм. Пловницы (миски для плова) изготовляют диаметром 215 — 220, 235—240 и 250—265 мм. В ассортимент столовой фаянсовой посуды входят также горчичницы, солонки, перечницы, хренницы, сухарницы и др.
Чайная посуда. В эту группу товаров входят блюдца, кружки, а также масленки. Блюдца подразделяют на чайные и для варенья. Блюдца чайные бывают разных фасонов, диаметром 135-155 мм. Блюдца для варенья выпускают также различных фасонов, диаметром 90 - 100 мм. Кружки с ручкой изготовляют цилиндрической формы, вместимостью 200 300 и 400 см3. М а с л е н к и бывают с крышкой, на поддоне или без него, вместимостью 250 г. К комплектной посуде относятся изделия как столовые, так и чайные: сервизы, наборы детской посуды, а также приборы для завтрака, для воды и др. С е р в и з ы столовые выпускают па 6 или 12 человек. Они состоят соответственно из 30, 34 пли 66 предметов. Фасоны этих сервизов менее разнообразны, чем фарфоровых. Наборы детской посуды состоят из 3 или 6 предметов, В набор из 3 предметов входят тарелки глубокая и мелкая, диаметром 200 мм каждая, и кружка с ручкой, вместимостью 200 см3. Набор из 6 предметов состоит из 2 мисок диаметром 182 и 207 мм, подставки под миску диаметром 207 мм, кружки с ручкой, вместимостью 200 см подставки под кружку диаметром 125 мм и вазы для хлеба диаметром 230 мм. Выпускают также наборы тарелок, наборы для салата, приборы для компота, молока и др. G 2.7. Ассортимент майоликовой посуды В ассортимент майоликовой посуды входят вазы для конфет, кружки, кувшины, масленки, медовницы, сливочники, солонки, сухарницы, тарелки, чайницы и др. В а з ы для конфет, фруктов и ягод изготовляют на низкой ножке, с рельефным рисунком или скульптурой, диаметром 140—230 мм. К р у ж к и украшают рельефным рисунком, росписью красками и золотом, вместимость их 300—370 см3. К у в ш и н ы изготовляют с крышкой, с рельефным рисунком, вместимостью 1000—1500 см3. М а с л с н к и выпускают с рельефным рисунком, с крышкой, вместимостью от 100 до 300 см3. М е д о в н и ц ы состоят из корпуса с ручкой и крышкой, вместимость их 35—40 см3. Сливочники, состоящие из корпуса с крышкой, изготовляют вместимостью 240 см3. С о л о н к и имеют рельефный узор, вместимость их 70 см3. С у х а р н и ц ы выпускают различной формы (овальные, круглые, прямоугольные), с рельефным рисунком, Ч а й н и ц ы выпускают с двумя крышками, различной формы, вместимостью 350—400 см3. М иски д л я б у л ь о и а изготовляют с двумя ручками, диаметром 400 мм; миски большие — 255, а малые — 200 мм. Ч а ш к и имеют вместимость 200 см блюдца к чашкам— диаметр 150 мм, а блюдца для варенья — 97 мм. В продажу поступают п р и б о р ы и наборы из майолики, разнообразные по назначению и составу. Так, прибор для фруктов состоит из фруктовницы диаметром 275 мм и 10 тарелок; прибор для яиц — из поддона, солонки и рюмки для яиц; прибор для салата — из салатника большой вместимости (1500 см3) и 6 малых салатников вместимостью 200 см3; прибор для молока — из кувшина вместимостью 1,5 л и кружки — 250 см3; прибор для варенья — из варенницы вместимостью 620 см , 6 розеток и ложки; детский набор — из чашки, блюдца, миски, тарелки и кружки. В более широком ассортименте из майолики изготовляют художественно-декоративные изделия. G 2.8. Ассортимент изделий из полуфарфора В ассортимент этой посуды входят молочники, кружки, кувшины, чайники, кофейники, салатники, вазы для фруктов, конфетницы, доски для сыра, полоскательницы, солонки, перечницы и др. Посуду изготовляют и в виде наборов и сервизов. Так, детский набор состоит из кувшина и чашки; набор для кваса — из кувшина вместимостью 5 л и кружки — 500 см3. Чайные сервизы состоят из 15 предметов: чайника, сахарницы, сливочника и 6 чашек с блюдцами. К художественно-декоративным изделиям из полуфарфора относятся вазы для цветов настольные и настенные, скульптурные изделия и др. G 2.9. Ассортимент тонкокаменных изделий В ассортимент этих изделий входят столовая и чайная посуда, хозяйственная посуда (изделия для хранения продуктов), кухонная посуда для приготовления пищи (из термостойких тонкокаменных масс), а также художественно-декоративные изделия (вазы для цветов, пепельницы, настенные украшения и др.). Тонкокаменные изделия покрывают прозрачными или глухими цветными глазурями. В отличие от ассортимента изделий из других видов керамики ассортимент тонкокаменных изделий еще не получил должного развития. G 2.10. Ассортимент гончарных изделий Гончарные изделия подразделяют па изделия для варки пищи, для хранения пищи и художественно-декоративные. Изделия для варки пищи — горшки и крынки для молока. Внутреннюю поверхность этой посуды всегда глазуруют. Горшки выпускают вместимостью 0,5—3 л и более, крынки для молока —0,5; 1,5 и 2 л. К изделиям для хранения пищи относятся кувшины, миски, банки для солений, варенья, сахарницы и др. К у в ш и н ы имеют такую же форму, как и крынки для молока, но в отличие от крынок их изготовляют со сливом и ручкой. Вместимость их 1; 1,5 и 2 л. Миски, как правило, глазуруют с лицевой и внутренней сторон, вместимость их 0,5; 0,75 и 1 л. Кружки изготовляют цилиндрическими, с ручкой, глазурованными с внешней и внутренней сторон, вместимостью 0,15—0,5 л. G 2.11. Художественно-декоративные изделия Художественно-декоративные изделия из керамики выпускают в широком ассортименте и классифицируют по структуре и составу черепка, характеру отделки, назначению, видам. По структуре и составу черепка различают изделия со спекшимся черепком (фарфоровые) и с пористым черепком (фаянсовые, майоликовые, гончарные). В зависимости от характера отделки керамические изделия бывают глазурованными и неглазурованными, декорированными цветными глазурями, живописью, «холодной росписью», ангобами, лощением и др. «Холодная роспись» изделий производится красками, без последующего обжига. Лощение — отделка гончарных изделий с помощью кусочка кости или гладкого камешка для получения узора па слегка подсушенной поверхности. По назначению художественно-декоративные керамические изделия подразделяют на декоративные — вазы для цветов, кашпо, настенные тарелки и блюда, скульптурные изделия (бюсты, барельефы, фигуры людей, Большое количество художественно-декоративных изделий выпускают заводы Ленинградского объединения по производству фарфоровых изделий имени М. В. Ломоносова, Дмитровский фарфоровый завод, Конаковский фаянсовый завод имени М. И. Калинина, а также многие предприятия народных промыслов. Ленинградское объединение по производству фарфоровых изделий имени М. В. Ломоносова выпускает уникальные и высокохудожественные изделия сувенирно-подарочного назначения. Формуют их методом литья в гипсовые формы и другими способами, а затем тщательно отделывают. Изделия Дмитровского фарфорового завода отличаются яркостью красок и декоративных узоров в виде цветов. Изделия Конаковского фаянсового завода имени М. И. Калинина украшаются поточными глазурями, цветочным и геометрическим орнаментом. К художественно-декоративным гончарным изделиям относятся вазы для цветов, настенные блюда, кашпо, декоративные вазы, игрушки, свистульки и т. д. Наиболее известны керамические изделия гжельского, скопинского, дымковского и других народных промыслов. Изделия гжельской керамики вырабатываются Гжельским гончарным заводом (Московская область) из цветных глин формовкой па гончарном круге или литьем. Украшают изделия цветными глазурями и росписью в основном белого и черного цветов. Изделия скопинской художественной керамики (Рязанская область) формуют в основном литьем, украшают многоцветными (ярко-зелеными, коричнево-желтыми) глазурями, а также налепами, зубчиками, глубокой гравировкой. Дымковскую игрушку (фантастические фигуры животных, птиц и др.) изготовляют ручной лепкой из красной глины, обжигают в русских печах, покрывают казеиновым белым грунтом (мел, разведенный на молоке) и расписывают анилиновыми темперными красками контрастных цветов. Практическая работа №1 Тема:«Составление полной торговой характеристики керамических бытовых товаров» Цель:Научиться составлять полную торговую характеристику, закрепить умения по распознаванию видов керамики, видов украшений, фасона, размера керамических изделий.
Методическое обеспечение: образцы керамических бытовых товаров, указания для определения номера группы разделок, каталоги на посуду, плакаты: «Декорирование фарфорофаянсовых изделий», «Фасоны чашек и чайников», «Видовой ассортимент», вырезки из журналов, раздаточный материал: «Декорирование фарфорофаянсовых изделий», схемы с изображением товарных знаков предприятий-изготовителей.
Содержание работы
Результаты работы оформите в таблице «Составление торговой характеристики ассортимента керамических бытовых товаров» (табл.1). Количество образцов, записанных в таблицу - не менее 10-15. При выполнении работы можно пользоваться конспектами, учебниками, плакатами, иллюстрациями, каталогами, схемами с изображениями товарных знаков. При работе следует обратить внимание на характеристику фасона изделий, так как он определяется не только формой, конструкцией, обработкой края, но и специальными названиями («Лебедь», «Нева»), также фасоны могут обозначаться номерами. Для работы по составлению характеристики образцов группа студентов разделится на бригады по 4 человека. Бригада работает с образцами, обдумывает ответы, совещается, преподаватель проводит устное собеседование. Оценки при этом выставляются дифференцированно в зависимости от степени участия студентов в обсуждении. Таблица 8 Составление полной торговой характеристики керамических бытовых товаров
1. Как делится ассортимент фарфоро-фаянсовой посуды по назначению? 2. Чем отличается сервиз от набора и прибора? 3. Чем кофейная чашка отличается от чайной? 4. Чем отличается миска от тарелки? 5. В чем отличие кружек от бокалов?
G 2.12. Требования к качеству, сортировка керамических товаров Керамические изделия должны быть изготовлены в соответствии с образцами-эталонами, утвержденными в установленном порядке. Изделия должны быть правильной формы, соответствующей вместимости (размеров), с черепком определенной толщины, устойчивыми на ровной поверхности. Фарфоровая и фаянсовая посуда должна иметь белый черепок (для фаянсовой посуды допускается голубоватый или желтоватый оттенок), покрытый бесцветной прозрачной глазурью. Посуда фарфоровая по требованиям заказчика может быть изготовлена с окрашенным черепком или покрыта цветной либо глухой глазурью. Черепок фарфоровой посуды — спекшийся, должен просвечивать при толщине 2—-2,5 мм. Ручки и ножки должны быть прикреплены к изделиям правильно и прочно, края изделий — тщательно отшлифованы и отполированы. Крышки ваз, кувшинов и других изделий должны соответствовать им по фасону, оттенку и разделкам. Все изделия должны иметь определенную механическую прочность, которую проверяют в течение пяти дней хранением в стопках: тарелок фаянсовых — 100 шт., фарфоровых — 120, блюдец фаянсовых — 150, фарфоровых -- 120 шт.; при этом нижние тарелки или блюдца не должны разрушаться. Художественно-декоративные изделия должны иметь тщательную отделку без дефектов, влияющих на прочность и внешний вид. Фарфоровую, фаянсовую, полуфарфоровую посуду и художественно-декоративные изделия по качеству подразделяют на изделия 1, 2 сорта; майоликовые и гончарные изделия — 1-го и 2-го сортов; |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 1270. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||



 посуду, художественно-декоративные изделия, санитарно-технические изделия.
посуду, художественно-декоративные изделия, санитарно-технические изделия.


 Материалы для получения керамических масс — это глины и каолины.
Материалы для получения керамических масс — это глины и каолины.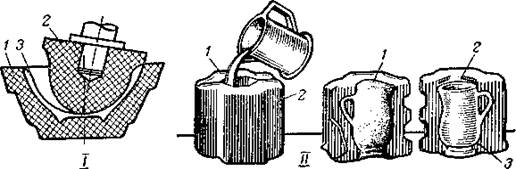
 ный), а фаянса — пористый. Черепок фарфора в тонких слоях просвечивает, а черепок фаянса не просвечивает даже в тонких слоях. При ударе о край фарфоровые изделия издают высокий и продолжительный звук, изделия из фаянса — глухой и короткий. Черепок фарфора белого цвета, часто с голубым оттенком, а фаянса — белый с желтоватым или сероватым оттенком. Твердость глазури фарфора выше (не царапается стальным ножом), чем твердость глазури фаянса (царапается).
ный), а фаянса — пористый. Черепок фарфора в тонких слоях просвечивает, а черепок фаянса не просвечивает даже в тонких слоях. При ударе о край фарфоровые изделия издают высокий и продолжительный звук, изделия из фаянса — глухой и короткий. Черепок фарфора белого цвета, часто с голубым оттенком, а фаянса — белый с желтоватым или сероватым оттенком. Твердость глазури фарфора выше (не царапается стальным ножом), чем твердость глазури фаянса (царапается).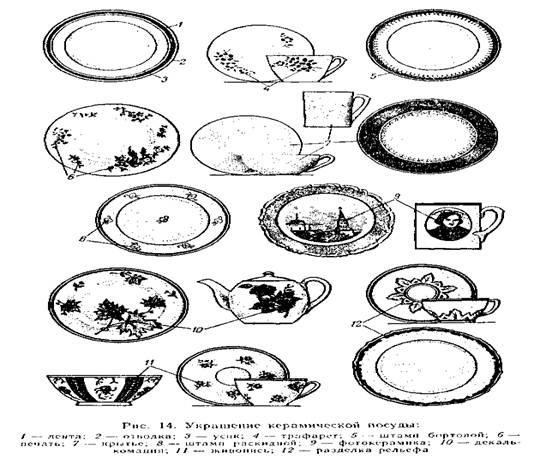




 4—5 мм, среднюю — 6—9, широкую— 10—13, буфетную— 15— 16 мм (наносят на фаянсовую посуду). Для получения усика, отводки и ленты кисточки с краской прижимают к поверхности вращающегося изделия.
4—5 мм, среднюю — 6—9, широкую— 10—13, буфетную— 15— 16 мм (наносят на фаянсовую посуду). Для получения усика, отводки и ленты кисточки с краской прижимают к поверхности вращающегося изделия.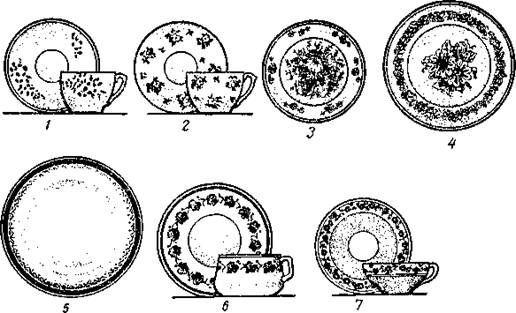

 ее по назначению, видам, форме, фасонам, размерам, толщине стенок, видам и сложности разделок и комплектности.
ее по назначению, видам, форме, фасонам, размерам, толщине стенок, видам и сложности разделок и комплектности.

 Кофейники отличаются от чайников формой корпуса (более вытянута) и длинным носиком; вместимость их 500—1400 см3.
Кофейники отличаются от чайников формой корпуса (более вытянута) и длинным носиком; вместимость их 500—1400 см3.


 2.6. Ассортимент фаянсовой посуды
2.6. Ассортимент фаянсовой посуды


 диаметром 200—360 мм; тарелки — только мелкими, диаметром 175 и 200 мм.
диаметром 200—360 мм; тарелки — только мелкими, диаметром 175 и 200 мм.



 животных, птиц, сувениры — медали и др.) и утилитарные художественная посуда (кружки декоративные разной формы, кувшины с крышкой, столовые приборы, рюмки для яиц и др.).
животных, птиц, сувениры — медали и др.) и утилитарные художественная посуда (кружки декоративные разной формы, кувшины с крышкой, столовые приборы, рюмки для яиц и др.).