|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
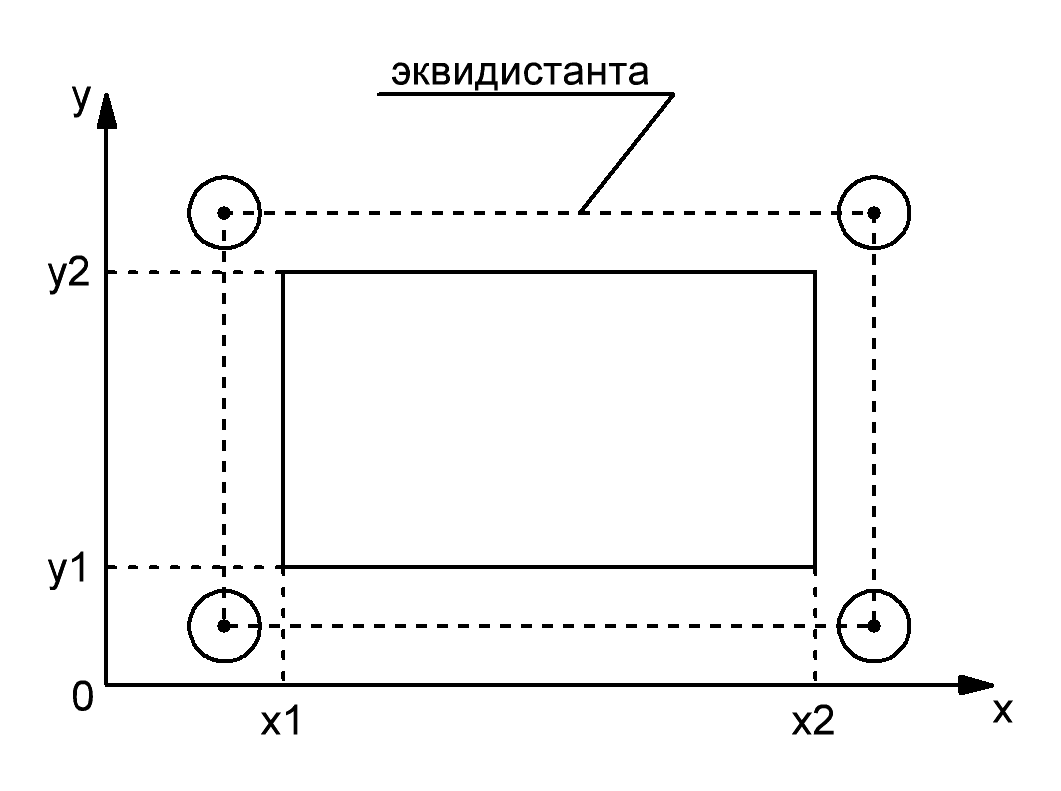
Ручной, диалоговый и автоматический способы подготовки УП.Исходной информацией при подготовке управляющей программы является чертеж изготавливаемой детали. Составление управляющей программы возможно следующими способами: 1) ручной способ, 2) автоматизированный, с использованием языков высокого уровня в диалоговом режиме, 3) с использованием языков автоматического проектирования. При ручном способе составления, информация о чертеже задается следующим образом: 1) выбирается система координат и базовая точка, 2) выставляются размеры детали исходя из выбранной системы, 3) нелинейные участки апроксимируются базовыми линиями, 4) задается режим резанья, выбирается инструмент и оснастка, составляется карта переходов, 5) геометрические размеры переводятся в дискреты выбранной системы ЧПУ, вводится коррекция на диаметр и длину вылета инструмента, 6) производится запись управляющей программы в соответствии с технологической картой, размерами и коррекцией, 7) программа записывается на программоноситель. Программирование подачи. Величина подачи может задаваться в кодированном и абсолютном виде. В случае кодирования величины, подача задается адресом с четырехразрядным кодом после: F (1) (2) (3) (4). Первая цифра: 0 - автоматическое определение параметров разгона и торможения в начале подачи и конце отработки кадр; 4 - в конце отработки кадра осуществляется торможение до фиксированной скорости (240 мм/об) с последующим разгоном до номинальной скорости подачи. Вторая цифра: значение пер. Х, где 10Х-3 определяет множитель величины подачи. Третья и четвертая цифры: мантиса величины подачи. Например: F0450 означает υ = 104-3 · 0.50 = 5 мм/об, F0764 означает υ = 107-3 · 0.64 = 6400 мм/об,  Скорость подачи может задаваться в мм/об либо в мм/мин. При задании в мм/мин, должна использоваться подготовительная функция G94 или G95. N40...G94...F300...LF - скорость 300 мм/мин, N50...G95...F20...LF - скорость 20 мм/об. Коррекция радиуса и положения инструмента при прямоугольном формообразовании. При ручной подготовке управляющей программы необходимо выполнять пересчет координат с учетом диаметра и длины инструмента. для этого в системах ЧПУ предусматривается программирование эквидистанты, под которой понимается совокупность координат точек центра инструмента при обходе контура. Для автоматического учета эквидистанты используются функции G43 (положительная) и G44 (отрицательная). Операторы G43 и G44 записываются перед каждой координатой, для которой требуется коррекция. G43 - координата инструмента > коорд. контура, G44 - коорд. инструмента < коорд. контура. Отмена коррекции происходит по функции G40 (для всех координат).
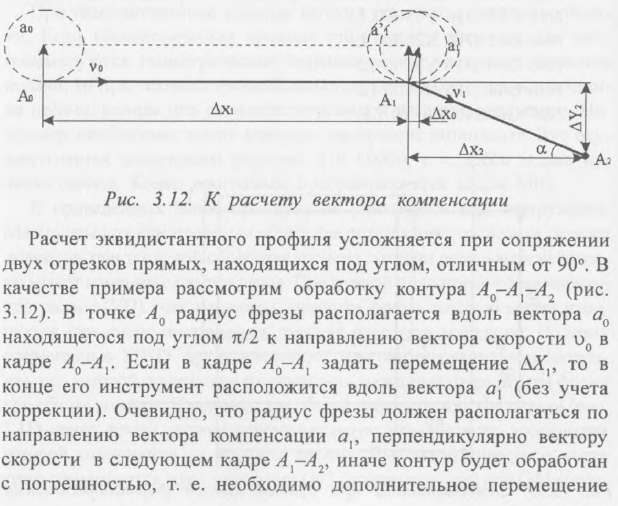
Коррекция инструмента при непрямоугольном формообразовании.
|
||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 445. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |