|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
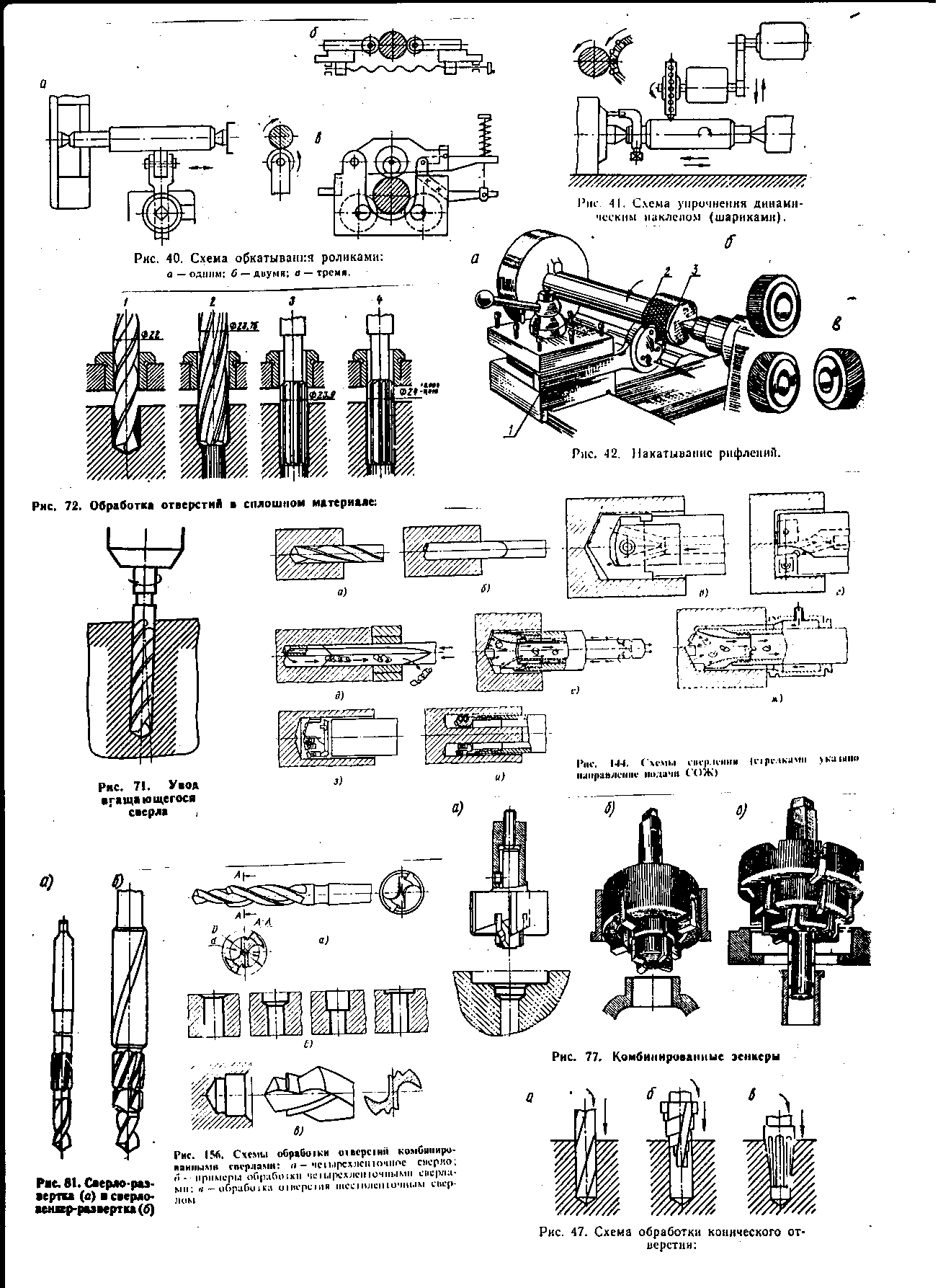
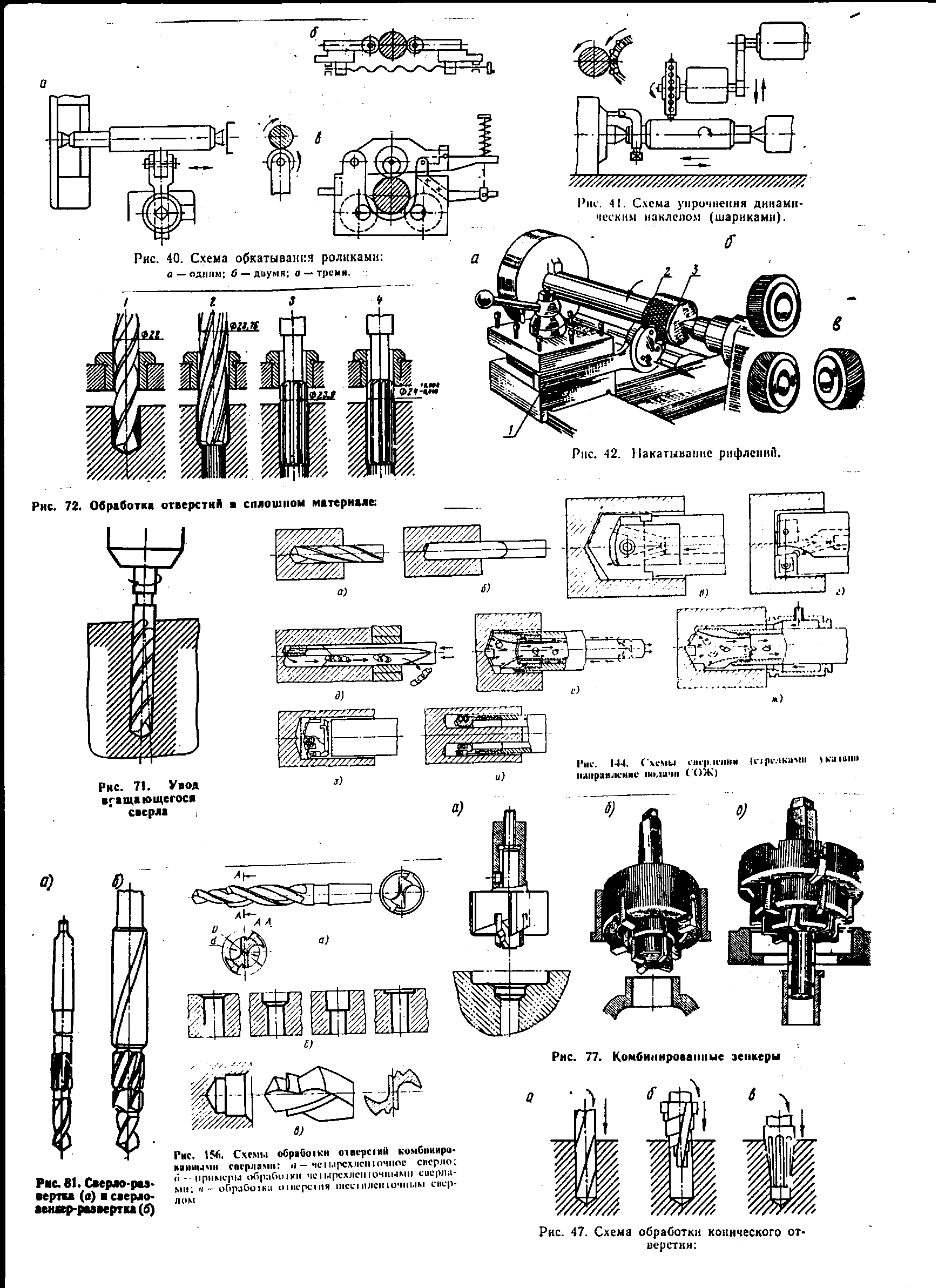
Обработка отверстий лезвийным инструментомСверление – основной способ изготовления сквозных и глухих отверстий в сплошном материале. Для неглубоких отверстий используются стандартные свёрла диаметром 0,30...80 мм. Обычно отверстия диаметром свыше 30 мм прошиваются или отливаются. При сверлении отверстий диаметром более 30 мм для обработки применяются несколько сверл, при этом диаметр первого сверла берут равным 1/3 окончательного диаметра отверстия с целью уменьшения осевых сил резания и предотвращения увода сверла.
Рис. 71. Увод вращающегося сверла
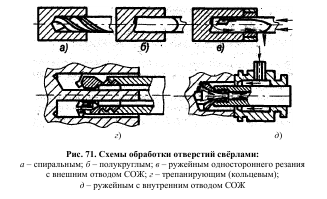
Существует два метода сверления: - вращается сверло (станки сверлильно-расточных групп); - вращается заготовка (станки токарной группы). Для обработки отверстий применяются различные конструкции сверл (рис. 71). Выбор того или иного типа сверла зависит от диаметра отверстия, глубины сверления, точности отверстия, точности расположения оси отверстия обрабатываемого материала и других факторов.
Рис. 71. Схемы обработки отверстий свёрлами: а – спиральным; б – полукруглым; в – ружейным одностороннего резания с внешним отводом СОЖ; г – трепанирующим (кольцевым);д – ружейным с внутренним отводом СОЖ
Достигаемая точность при сверлении - 12-14 квалитет, шероховатость поверхности - Rz 20…80 мкм. Для уменьшения увода сверл и повышения точности обработки при сверлении применяются кондукторные втулки (рис. 72). Точность обработки повышается до 10…11 квалитета. Рис. 72. Обработка отверстий в сплошном материале Скорость резания сверлами из быстрорежущих материалов составляет 25-30 м/мин, при применении быстрорежущих сверл с покрытиями из нитрида титана - 50…60 м/мин. При применении сверл из твердых сплавов скорость резания назначается до 80 м/мин. Подача режущего инструмента при сверлении принимается 0,1..0,3 мм/об (для быстрорежущих сверл). В массовом производстве могут применяться комбинированные сверла (рис. 156).
|
||
|
|
Последнее изменение этой страницы: 2018-04-11; просмотров: 486. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |