
Студопедия
АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
|
Примерный перечень вопросов, типовых заданий для дифференцированного зачета
| № п/п
| Содержание тестового задания
| Варианты ответов
| | 1.
| Правовое обеспечение единства измерений представляет Закон
| А. О стандартизации
| | Б. О сертификации
| | В. О Техническом Регулировании
| | Г. Об обеспечении единства измерений
| | 2.
| Отклонение результата измерения от истинного (действительного) значения измеряемой величины – это
| А.Допуск
| | Б.Отклонение
| | В. Погрешность измерения
| | Г.Номинальное значение
| | 3
| 
Такое направление взгляда на шкалу штангенциркуля при измерении приводит к
| А Инструментальной погрешности
| | Б.Температурной погрешности
| | В.Погрешности от контактного усилия
| | Г.Субъективной погрешности
| | 4
| Плитка КМД является
| А Мерой
| | Б.Прибором
| | В. Измерительным комплексом
| | Г.Измерительной установкой
| | 5.
| Плитка из набора КМД для настройки микрометра с диапазоном измерений 50-75 мм должна иметь размер
| А 25 мм
| | Б.40 мм
| | В. 70 мм
| | Г.80 мм
| | 6
| Последняя плитка для настройки блока КМД на размер 45,485 мм должна иметь разряд:
| А. мм
| | Б.Десятые доли мм
| | В. Сотые доли мм
| | Г.Тысячные доли мм
| | 7.
| Элемент №7 называется

| А Нониус
| | Б.Штанга
| | В.Рамка
| | Г.Стопорный винт
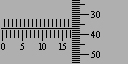
| | 8
| 
Показания штангенциркуля
| А .0,4 мм
| | Б.1,2 мм
| | В. 3,4 мм
| | Г.0,5 мм
| | Д. 10,0 мм
| | 9
| 
Цена деления барабана микрометра
| А. 1 мм
| | Б.0,1 мм
| | В. 0,01 мм
| | Г.0,001 мм
| | 10
| Точность измерения микрометром
| А 1 мм
| | Б.0,1 мм
| | В. 0,01 мм
| | Г.0,001 мм
| | 11
| Микрометрический винт предназначен:

| А Для отсчета показаний
| | Б.Для преобразования вращения в поступательное перемещение
| | В. Для фиксирования микрометра в положении измерения
| | Г.Для ограничения усилия измерения
| | 12
| Показания микрометра:
| А 17,00
| | Б.17,20
| | В. 17,37
| | Г.15,87
| | 13
| Установить правильную последовательность измерения штангенциркулем
1. Фиксируют это положение стопорным винтом
2. Определяют целое число мм – по основной шкале штангенциркуля
3. Складывают целые и десятые доли мм.
4. Определяют число десятых долей мм по штриху на нониусе, наиболее полно совпадающем с любым штрихом на шкале
5. Сдвигают подвижные губки до соприкосновения с измеряемой поверхностью
| А. 1,2,4,5
| | Б. 5,4,3,2,1
| | В. 5,1,2,4,3
| | Г. 5,3,1,2,4
| | 14
| При настройке нутромера на «0» по блоку КМД в боковиках покачиванием определяют положение при котором:

| А.Отклонение стрелки индикатора минимально
| | Б. Отклонение стрелки индикатора максимально
| | В. Стрелка индикатора неподвижна
| | Г. Измерение с отклонением стрелки не связано
| | Д.Стрелка проходит несколько оборотов
| | 15
| Указать последовательность действий для измерения нутромером индикаторным
1. Записывают это значение
2. Вычитают его из размера настройки, если стрелка отклоняется влево, и прибавляют – если вправо.
3. Измеряют предварительно размер отверстия штангенциркулем
4. Собирают нутромер индикаторный и настраивают его на размер.
5. Наклоняя, вводят нутромер в отверстие и постепенно выпрямляют, нажимая на неподвижный сменный наконечник
6. Покачивая нутромер в отверстии, замечают положение, в котором отклонение стрелки минимально
| А. 1,2,3,4,5,6
| | Б. 6,5,4,3,2.1
| | В. 3,4,5,6.1,2
| | Г. 1,2,3,4,5,6
| | Д.5,6,3,2,1,4
| | 16
|  
По результатам измерений размеры
DА  DВ DВ  Dс. Отклонение от цилиндричности: Dс. Отклонение от цилиндричности:
| А. Конусность
| | Б. Бочкообразность
| | В. Седлообразность
| | Г. Отклонений от цилиндричности нет
| | 17
| Установление и применение правил с целью упорядочения деятельности в определённой области на пользу и при участии всех заинтересованных сторон выполняет …
| А.стандартизация
| | Б.метрология
| | В.сертификация
| | Г.нормирование
| | 18
| Отраслевым стандартом называется:
| А.ГОСТ
| | Б.ОСТ
| | В.СТП
| | Г.Технический Регламент
| | 19
| Госстандарт утверждал следующие стандарты
| А.ГОСТ
| | Б.ОСТ
| | В.СТП
| | Г.ТУ
| | 20
|
К международным стандартам относится:
| А.ГОСТ
| | Б.СТП
| | В.Технический Регламент
| | Г.ISO 900-2000
| | 21
| Верхнее отклонение 
| А. +0,021
| | Б. -0,021
| | В. 0,000
| | Г. +0,014
| | 22
| Нижнее отклонение
| А. +0,021
| | Б. -0,021
| | В. 0,000
| | Г. +0,014
| |
23
| Минимально допустимый размер
| А. 54,000
| | Б. 54,021
| | В. 54,500
| | Г. 53,996
| |
24
| Номинальный размер
| А. 54
| | Б. 54,021
| | В. 54,500
| | Г. 53,996
| |
25
|  В каком случае брак детали с действительным размером будет неисправимым : В каком случае брак детали с действительным размером будет неисправимым :
| А. 54,033
| | Б. 54,090
| | В. 53,998
| | Г. 54,020
| |
26
| Допуск размера
| А. 0,021
| | Б. 0,042
| | В. 0,000
| | Г. 0,037
| |
27
| 
Поле допуска посадки:
| А. С зазором
| | Б. С натягом
| | В. Переходной
| | Г. По схеме вид посадки определить невозможно
| | 28
| Наибольший зазор в соединении отверстия D=  и вала d= и вала d=  : :
| А. 0,039
| | Б. 0,060
| | В. 0,002
| | Г. 0,000
| |
29
| Наименьший зазор в соединении отверстия D= и вала d= :
| А. 0,039
| | Б. 0,060
| | В. 0,016
| | Г. 0,000
| |
30
| Допуск зазора посадки
отверстия D= и вала d=
| А. 0,044
| | Б. 0,060
| | В. 0,016
| | Г. 0,000
| |
31
| Самая высокая точность у следующего размера:
| А. 38H8
| | Б. 38H9
| | В. 38H10
| | Г. 38H11
| |
32
| Определить вид посадки 
| А. С зазором
| | Б. С натягом
| | В. Переходная
| | Г. По уловному обозначению вид посадки определить невозможно
| |
33
| Укажите посадку в системе вала
| А.
| 
| | Б.
| 
| | В.
| 
| | Г.
| 
| | 34
| Выберите посадку, собираемую горячей запрессовкой
| А.
|
| | Б.
|
| | В.
|
| | Г.
| 
| | 35
| Средняя высота микронеровностей 0, 025 мкм
| А. 
| | Б. 
| | В. 
| | Г. 
| |
36
| Поверхность получена без снятия материала (литьем, ковкой, штамповкой) и ее шероховатость безразлична:
| А. 
| | Б. 
| | В. 
| | Г. 
| |
37
| 
Указанный параметр шероховатости Rmax
| А.наибольшая высота профиля
| | Б. высота неровностей профиля по десяти точкам
| | В. среднее арифметическое отклонение профиля;
| | Г. средний шаг неровностей профиля
| | 38
| 
Шероховатость большинства поверхностей, кроме указанных на чертеже:
| А.
| | Б. 
| | В. 
| | Г. 
| |
39
| 
| А. Отклонение от круглости в пределах 0, 02 мм
| | Б. Отклонение от прямолинейности в пределах 0, 01 мм
| | В. Отклонение от перпендикулярности к базе А в пределах 0, 02 мм
| | Г. Радиальное биение к базе А в пределах
| |
|
| | | 40
| 
| А. Отклонение от круглости в пределах 0, 02 мм
| | Б. Отклонение от прямолинейности в пределах 0, 01 мм
| | В. Отклонение от перпендикулярности к базе А в пределах 0, 02 мм
| | Г. Радиальное биение относительно базы А в пределах 0, 02 мм
| |
41
| 
| А. Отклонение от круглости в пределах 0, 02 мм
| | Б. Отклонение от параллельности к базе А в пределах 0, 1 мм
| | В. Торцевое биение относительно базы А в пределах 0, 2 мм
| | Г. Радиальное биение относительно базы А в пределах 0, 2 мм
| | 42
| Метод достижения точности, при котором детали изготавливают с экономичной точностью, а потом точность итогового размера достигается регулировкой специальных элементов (винтов, гаек и .т.д.)
| А. Полная взаимозаменяемость
| | Б. Групповая взаимозаменяемость
| | В. Метод пригонки и совместной обработки
| | Г. Метод регулировки
| |
43
| Укажите правильный порядок достижения точности замыкающего звена размерной цепи при групповой взаимозаменяемости:
1. Сортировка их на nразмерных групп
2. Измерение всех деталей
3. Обработка деталей – звеньев размерной цепи с допуском в n раз больше необходимого.
4. Сборка деталей в соответствии с размерными группами
| А. 1,2,3,4
| | Б. 4,3,2,1
| | В. 3,2,1,4
| | Г. 4,2,1,3
| | 44
| Каким методом достигается точность посадки «клапан-седло клапана»
| А. Полная взаимозаменяемость
| | Б. Групповая взаимозаменяемость
| | В. Метод пригонки и совместной обработки
| | Г. Метод регулировки
| | 45
| Метод достижения точности, при котором детали изготавливают с экономичной точностью, а потом точность итогового размера достигается пригонкой деталей друг под друга в сборе
| А. Полная взаимозаменяемость
| | Б Групповая взаимозаменяемость
| | В. Метод пригонки и совместной обработки
| | Г. Метод регулировки
| | 46
| Наиболее точный класс подшипника:
| А.0 (N)
| | Б.6
| | В. 5
| | Г. 4
| | Д. 2
| |
47
| 
Посадки подшипника при условии: вал вращается, корпус неподвижен, нагрузка – постоянная
| А. Внутреннее кольцо с зазором, наружное – с натягом
| | Б. Наружное кольцо с зазором, внутреннее – с натягом
| | В. И наружное, и внутреннее кольцо с зазором
| | Г. И наружное, и внутреннее кольцо с натягом
| | 48
| В резьбе М12 цифра 12 обозначает
| А. Наружный диаметр резьбы винта
| | Б. Средний диаметр резьбы
| | В. Внутренний диаметр резьбы
| | Г. Шаг резьбы
| | 49
| Метрическая резьба:
| А.Tr 32×6 LH
| | Б.S 80.10LH
| | В.M 8х1 – LH
| | Г.К 1 1/2
| | 50
|
Метрическая резьба с крупным шагом:
| А.М16 - 6H´0,75 - LH
| | Б.M16×1- 5H6H/5k6h
| | В.M16×1- 5H6H/5k6h
| | Г.M16×0,75-6H7H /6g
| |
51
| Как правило, в крепежной резьбе используют
| А.Посадки с зазором
| | Б.Посадки с натягом
| | В.Переходные посадки
| | Г.Посадок в резьбе не бывает
| | 52
|

Обозначение стандартной шпонки
с b= 16мм, h=10 мм
| А.Шпонка 10 х 8 х 50 ГОСТ 23360 - 80
| | Б.Шпонка 16 х 10 х 50 ГОСТ 23360 -80
| | В.Шпонка 18х11х100 ГОСТ 23360-80
| | Г.Шпонка 11х9 х100 ГОСТ 23360-80
| | Д. Шпонка 8х7х10 ГОСТ 23360-80
| | 53
| Указать прямобочное шлицевое соединение, центрированное по наружному диаметру шлицевого вала
| А.D − 8 × 36 ×40 H7 / f7 ×7 F8 / f7;
| | Б.d − 8 × 36 H7 / f7 ×40 H12 / a11×7 D9 / h9;
| | В.d – 8 × 36 f7 × 40 a11 × 7 h9.
| | Г.b − 8 × 36 ×40 H12 / a11 × 7 D9/f 8;
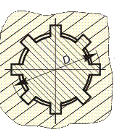
| | 54
|

| А.Шпоночное соединение
| | Б.Втулка с прямобочными шлицами
| | В. Вал с прямобочными шлицами
| | Г. Втулка с эвольвентными шлицами
| | 55
|
Зубчатые колеса в зубчатой передаче
| А.Полностью взаимозаменяемы
| | Б.Собирают в соответствии с размерными группами
| | В. Пригоняют по месту
| | Г. Подбирают в пару по шуму, пятну контакта и боковому зазору
| | 56
|
Указать вариант с правильным расположением пятна контакта
| А. 
| | Б. 
| | В. 
| | Г. 
| | 57
| Показатели, характеризующие свойства продукции (изделия) сохранять исправное и работоспособное состояние после хранения и транспортировки
| А.Безотказность
| | Б.Долговечность
| | В.Ремонтопригодность
| | Г.Сохраняемость
| | Д.Надежность
| | 58
| Определение противоизносных свойств масла на четырехшариковой машине трения можно отнести к следующей категории испытаний
| А.лабораторные
| | Б.стендовые
| | В. полигонные
| | Г. натурные
| | Д.с использованием моделей
| | 59
| Сертификация выполняется:
| А.Независимой компетентной организацией
| | Б.Государственно-административным органом
| | В.Представителем производителя
| | Г.Представителем заказчика
| | 60
| Стандарт, требования которого на современном этапе обязательны для выполнения на всей территории РФ, называется:
| А.ГОСТ
| | Б.ОСТ
| | Г.Технический Регламент
| | Д.ISO
| | 61
| Сертификация обязательна на соответствие стандартам:
| А.ГОСТ
| | Б.ОСТ
| | В.СТП
| | Г.Технический Регламент
|
КЛЮЧ ТЕСТОВОГО ЗАДАНИЯ
| № п/п
| Правильный ответ
| | 1.
| Г
| | 2.
| Б
| | 3.
| Г
| | 4.
| А
| | 5.
| В
| | 6.
| А
| | 7.
| А
| | 8.
| Г
| | 9.
| В
| | 10.
| В
| | 11.
| Б
| | 12.
| В
| | 13.
| В
| | 14.
| Б
| | 15.
| В
| | 16.
| Б
| | 17.
| А
| | 18.
| Б
| | 19.
| А
| | 20.
| Г
| | 21.
| А
| | 22.
| В
| | 23.
| А
| | 24.
| А
| | 25.
| В
| | 26.
| А
| | 27.
| А
| | 28.
| Б
| | 29.
| В
| | 30.
| А
| | 31.
| А
| | 32.
| А
| | 33.
| В
| | 34.
| А
| | 35.
| В
| | 36.
| В
| | 37.
| А
| | 38.
| Б
| | 39.
| Б
| | 40.
| В
| | 41.
| Г
| | 42.
| Г
| | 43.
| В
| | 44.
| В
| | 45.
| В
| | 46.
| Д
| | 47.
| А
| | 48.
| А
| | 49.
| В
| | 50.
| А
| | 51.
| А
| | 52.
| Б
| | 53.
| А
| | 54.
| Б
| | 55.
| Г
| | 56.
| А
| | 57.
| Г
| | 58.
| А
| | 59.
| А
| | 60.
| 
| | 61.
| Г
|
Вопросы, задачи, тесты, задания ситуационного характера для самопроверки
Вариант 1
Задание 1. Написать основные термины:
1 Что понимать под потребительским качеством продукции?
2 Какие структуры в государстве отвечают за качество товаров и услуг?
3 Что является определяющим фактором конкурентно - способности товаров на рынке?
Задание 2. Расставить по группам и по классам:
Запатентованная продукция, полезные ископаемые, баллоны, медицинские препараты, газы, фрукты, таблетки, кожа, мех, кинопрокат, резисторы, фотография, конденсаторы, искусственные материалы, крепежные изделия, текстильный материал.
Задание 3. Написать средства технических измерений: бесшкальные инструменты.
Вариант 2
Задание 1. Написать основные термины:
1 Через что (как) стандартизация, метрология и сертификация влияют на качество продукции и услуг?
2 Что такое объект и область стандартизации?
3 Объяснить цели стандартизации.
Задание 2.Расставить по группам и по классам:
Запатентованная продукция, полезные ископаемые, баллоны, медицинские препараты, г азы, фрукты, таблетки, кожа, мех, кинопрокат, резисторы, фотография, конденсаторы, искусственные материалы, крепежные изделия, текстильный материал.
Задание 3. Написать средства технических измерений: измерительные головки.
Вариант З.
Задание 1. Написать основные термины:
1. Какой из нормативных документов является обязательным для исполнения в системе стандартизации?
2. Когда международные стандарты можно использовать на предприятиях в РФ?
3. Перечислить уровни стандартизации и их подчиненность.
Задание 2. Расставить по группам и по классам:
Запатентованная продукция, полезные ископаемые, баллоны, медицинские препараты, газы, фрукты, таблетки, кожа, мех, кино'прокат, резисторы, фотография, конденсаторы, искусственные материалы, крепежные изделия, текстильный материал.
Задание 3. Написать средства технических измерений: оптические делительные головки.
Вариант 4
Задание 1. Написать основные термины:
1. Какие вы знаете стандарты по функциональному назначению?
2. В каком случае допускается не учитывать требования ГОСТа при выпуске новой продукции?
3 Когда альтернативные требования стандарта могут стать обязательными?
Задание 2. Расставить по группам и по классам:
Запатентованная продукция, полезные ископаемые, баллоны, медицинские препараты, газы, фрукты, таблетки, кожа, мех, кинопрокат, резисторы, фотография, конденсаторы, искусственные материалы, крепежные изделия, текстильный материал.
Задание 3. Написать средства технических измерений: оптические длинномеры.
|
