|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Расчет соединений с гарантированным натягомДля предотвращения относительного перемещения деталей должны быть выполнены условия (рис.12) где Т - крутящий момент на колесе; F – осевая сила; d - диаметр соединения;l - длина сопряжения мм; f - коэффициент трения. Из условий (11) и (12) находим необходимые минимальные значения контактного давления При одновременном нагружении соединения крутящим моментом Т и осевой силой F С учетом коэффициента запаса сцепления K (принимают K = 2,0…4,5) контактное давление
Рис.12. Расчетная схема соединения с натягом Расчетный натяг где C1, С2 - коэффициенты жесткости: Е - модуль упругости: для стали - 2,1∙105 МПА; чугуна - 0,9∙105 МПА; оловянной бронзы - 0,8∙105 МПА; безоловянной бронзы и латуни - 105 МПА;  μ - коэффициент Пуассона: для стали - 0,3; чугуна - 0,25; бронзы, латуни - 0,35. Минимальный натяг, требуемый для передачи заданной нагрузки, В формулу (19) введена поправка на обмятие микронеровностей u, которая учитывает, что при прессовании микронеровности посадочныах поверхностей частично срезаются и сглаживаются, u = 5,5·(Ra1 + Ra2), (20) где Ra1 и Ra2 - средние арифметические отклонения профиля поверхностей. Значения Ra, мкм принимают согласно чертежу детали или по табл.1, где приведены рекомендуемые значения параметра шероховатости Ra для посадочных поверхностей отверстий и валов. Таблица 1
Максимально допустимый натяг по условию отсутствия зон пластических деформаций у охватывающей детали Nmax = [N] + и , (21) где [N] - натяг, при котором эквивалентные напряжения у внутренней поверхности охватывающей детали достигнут предела текучести материала этой детали
Посадку выбирают по ГОСТу 25346 – 89 «Единая система допусков и посадок». При этом должны выполнятся условия [N]min ≥ Nmin; [N]max. ≤ Nmax (24) где [N]min , [N]max.- минимальный и максимальный натягb выбранной посадки. Выбранная посадка при наименьшем натяге обеспечивает прочность соединения и передачу нагрузки, а при наибольшем натяге - прочность деталей. Наиболее часто используются следующие посадки : H7/р6 применяют при сравнительно небольших нагрузках (например, посадка на вал уплотнительного кольца, фиксирующего положение внутреннего кольца подшипника у крановых и тяговых двигателей); H7/s6; H8/s7 используют в соединениях без крепежных деталей при небольших нагрузках (например, втулка в головке шатуна пневматического двигателя) и с крепежными деталями при больших нагрузках (посадка на шпонке зубчатых колес и муфт в прокатных станах, нефтебуровом оборудовании и др.); Н7/u7, Н8/u8 применяют в соединениях без крепежных деталей при значительных нагрузках, в том числе знакопеременных (например, соединение пальца с эксцентриком в режущем аппарате уборочных сельскохозяйственных машин); с крепежными деталями при очень больших нагрузках (посадка крупных муфт в приводах прокатных станов), при небольших нагрузках, но малой длине сопряжения (седло клапана в головке блока цилиндров грузового автомобиля, втулка в рычаге очистки зерноуборочного комбайна). Контрольные вопросы
Дать названия сварным швам
2. Определить длину сварного шваДано:
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2018-05-29; просмотров: 439. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 ; (11)
; (11) , (12)
, (12) - контактное давление;
- контактное давление; ; (13)
; (13) . (14)
. (14) (15)
(15) . (16)
. (16)
 (17)
(17) ,
,  , (18)
, (18) . (19)
. (19) ; (22)
; (22) - давление на поверхности контакта, при котором эквивалентные напряжения в охватывающей детали достигают значения предела текучести материала этой детали σT
- давление на поверхности контакта, при котором эквивалентные напряжения в охватывающей детали достигают значения предела текучести материала этой детали σT
 . (23)
. (23)

 50 кН,
50 кН,  150 МПа,
150 МПа,  5 мм.
5 мм.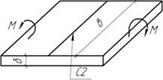 3. Проверить прочность сварного соединения.Дано: М=10 Нм, в=20 мм, δ=5 мм,
3. Проверить прочность сварного соединения.Дано: М=10 Нм, в=20 мм, δ=5 мм,  140 МПа.
140 МПа.