|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Классификация сварных соединений (швов)Стр 1 из 7Следующая ⇒ ЛЕКЦИЯ № 12 Соединения Детали объединяются в машину посредством соединений. Соединения состоят из соединительных деталей и прилегающих частей соединяемых деталей, форма которых подчинена задаче соединения. В отдельных конструкциях специальные соединительные детали могут отсутствовать. Классификация соединений Все соединения делятся на: · Неразъёмные, разборка которых возможна лишь при разрушении соединяющих или соединяемых деталей (сварные; заклепочные; паяные; клеевые; с гарантированным натягом); · Разъёмные, позволяющие разборку без разрушения. К разъемным соединениям относят: резьбовые; клиновые; штифтовые; шпоночные; зубчатые (шлицевые); профильные. Неразъёмные соединения Сварные соединения Сварку (дуговую электросварку) изобрел в 1882 году российский инженер Н.И. Бенардос. С тех пор технология процесса значительно усовершенствована. В современном машиностроении применяются разнообразные виды сварки: электрическая, газовая, диффузионная и др. Наибольшее распространение получила электрическая сварка, основными видами которой являются дуговая и контактная. При дуговой сварке металл в зоне соединения доводится до расплавленного состояния. И после затвердения металла образуется прочное соединение. Прочность сварного шва практически не отличается от монолита, освоена сварка всех конструкционных материалов, включая алюминий и неметаллы. Достоинства сварных соединений: · высокая экономичность: малая трудоёмкость; сравнительная дешевизна оборудования; · возможность автоматизации; · герметичность и плотность соединения;  · возможность сварки толстых профилей. Недостатки сварных соединений: · при низком качестве шва возникают температурные повреждения материала; · из-за неравномерности нагрева возникает коробление деталей. · прочность сварного соединения во многом определяется качеством сварки (квалификацией сварщика). Классификация сварных соединений (швов) По взаимному расположению соединяемых элементов (ГОСТ 5264-80 «Швы сварных соединений, ручная дуговая сварка», ГОСТ 14771-76 «Швы сварных соединений, сварка в защитных газах»).
По ориентации относительно приложенных сил
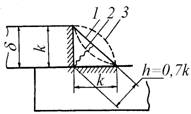
По внешней форме (рис.1) 1 - нормальный; 2 - вогнутый ; 3 – выпуклый.
Рис.1. Форма сварного шва
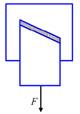
Расчет сварных швов Важнейшей задачей проектирования сварных конструкций является обеспечение равнопрочности шва и соединяемых им деталей, поэтому основным критерием работоспособности сварных соединений является прочность, причем предполагается, что напряжения в опасных сечениях распределены равномерно. 1. Расчет стыковых соединений. Стыковые соединения наиболее совершенны из всех сварных соединений. Они просты, надежны. Составная деталь получается близкой к цельной как по форме, так и по прочности. Обычно стыковые соединения выполняются лобовыми швами. Расчетшвов стыковых соединений (рис.2) производится на растяжение (при действии растягивающей силы F) на изгиб (при действии изгибающего момента Мизг)
Допускаемые напряжения шва Рис.2. Стыковое соединение |
||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2018-05-29; просмотров: 347. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |





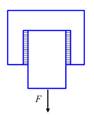
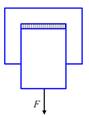
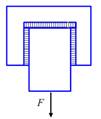
 Выпуклый шов увеличивает нормальное сечение шва, но является причиной повышенной концентрации напряжений. Вогнутые швы несколько снижают концентрацию напряжений. Несмотря на меньшее нормальное сечение, они лучше воспринимают переменные нагрузки. Вогнутость шва достигается механической обработкой, что является дополнительной операцией. Такие швы применяют только в тех случаях, когда это экономически целесообразно
Выпуклый шов увеличивает нормальное сечение шва, но является причиной повышенной концентрации напряжений. Вогнутые швы несколько снижают концентрацию напряжений. Несмотря на меньшее нормальное сечение, они лучше воспринимают переменные нагрузки. Вогнутость шва достигается механической обработкой, что является дополнительной операцией. Такие швы применяют только в тех случаях, когда это экономически целесообразно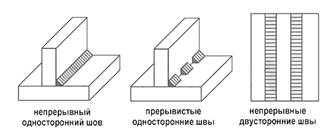
 По протяженности
По протяженности . (1)
. (1) . (2)
. (2)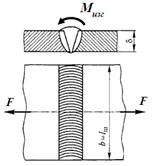 При одновременном действии растягивающей силы F и изгибающего момента Мизг
При одновременном действии растягивающей силы F и изгибающего момента Мизг (3)
(3) ,
,  и
и  принимаются в размере 90% от соответствующих допускаемых напряжений материала свариваемых деталей. допускаемое напряжение материала сварного шва
принимаются в размере 90% от соответствующих допускаемых напряжений материала свариваемых деталей. допускаемое напряжение материала сварного шва