|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Режимы и особенности токарной обработки металла ⇐ ПредыдущаяСтр 6 из 6 Токарная обработка – один из распространенных методов обработки металла, посредством которого обычная стальная заготовка становится подходящей деталью для механизма. Для токарных работ используются токарные станки, инструменты и приспособления в виде резцов, которые являются многофункциональными и способны создавать детали любых геометрических форм: цилиндрических, конических, сферических из всех металлов: титана, бронзы, нержавеющей стали, чугуна, меди и др. Токарная обработка металла производится на токарном станке, имеющим сверла, резцы и иные режущие приспособления, срезающие слой металла с изделия до установленной величины. Вращение обрабатываемой детали называется главным движением, а постоянное перемещение режущего инструмента обозначается движением подачи, обеспечивающим непрерывную резку до установленных показателей. Возможность сочетать различные движения позволяет обтачивать на токарном устройстве детали резьбовых, конических, цилиндрических, сферических и многих других поверхностей. Также на токарных устройствах нарезается резьба, отрезаются части деталей, обрабатываются различные отверстия сверлением, развертыванием, растачиванием. Все процессы подробно представлены на видео. Для таких видов резания обязательно нужно использовать разнообразные измерительные приспособления (штангенциркули, нутромеры и т.д.). Эти инструменты и приспособления определяют формы и размеры, и иные параметры деталей, изготовленных из различных материалов: свинца, железа, титана и др. Технология токарной обработки следующая. Когда под воздействием усилия в деталь врезается кромка режущего инструмента, данная кромка отмечает зажим обрабатываемого изделия.  В это время резцом удаляется лишний слой металла, превращающийся в стружку. Принцип резания можно посмотреть на видео. Стружка подразделяется на следующие виды: · слитая — возникает при высокоскоростной обработке олова, меди, пластмасса, мягкой стали; · элементная — образовывается при низкоскоростной обработке твердого металла, например, титана; · надлом — образовывается при обработке малопластичных заготовок; · ступенчатая — образовывается при среднескоростной обработке металлов средней твердости. ГЛАВНАЯ Режимы и особенности токарной обработки металла Токарная обработка – один из распространенных методов обработки металла, посредством которого обычная стальная заготовка становится подходящей деталью для механизма. Для токарных работ используются токарные станки, инструменты и приспособления в виде резцов, которые являются многофункциональными и способны создавать детали любых геометрических форм: цилиндрических, конических, сферических из всех металлов: титана, бронзы, нержавеющей стали, чугуна, меди и др. Токарная технология Токарная обработка металла производится на токарном станке, имеющим сверла, резцы и иные режущие приспособления, срезающие слой металла с изделия до установленной величины. Вращение обрабатываемой детали называется главным движением, а постоянное перемещение режущего инструмента обозначается движением подачи, обеспечивающим непрерывную резку до установленных показателей. Возможность сочетать различные движения позволяет обтачивать на токарном устройстве детали резьбовых, конических, цилиндрических, сферических и многих других поверхностей. Также на токарных устройствах нарезается резьба, отрезаются части деталей, обрабатываются различные отверстия сверлением, развертыванием, растачиванием. Все процессы подробно представлены на видео. Для таких видов резания обязательно нужно использовать разнообразные измерительные приспособления (штангенциркули, нутромеры и т.д.). Эти инструменты и приспособления определяют формы и размеры, и иные параметры деталей, изготовленных из различных материалов: свинца, железа, титана и др. Технология токарной обработки следующая. Когда под воздействием усилия в деталь врезается кромка режущего инструмента, данная кромка отмечает зажим обрабатываемого изделия. В это время резцом удаляется лишний слой металла, превращающийся в стружку. Принцип резания можно посмотреть на видео. Стружка подразделяется на следующие виды: · слитая — возникает при высокоскоростной обработке олова, меди, пластмасса, мягкой стали; · элементная — образовывается при низкоскоростной обработке твердого металла, например, титана; · надлом — образовывается при обработке малопластичных заготовок; · ступенчатая — образовывается при среднескоростной обработке металлов средней твердости.
Для производительного резания нужно правильно произвести расчет режима.
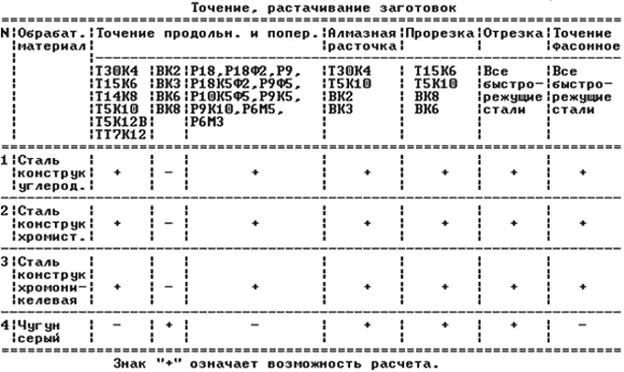
Расчет режимов производится на основе справочных и нормативных сведений, которые объединяет специальная таблица. Таблица отображает скорости резания для разных материалов: меди, чугуна, титана, латуни, нержавеющей стали и т.д. Также таблица отображает плотность и другие физические параметры материала. Расчет режимов служит гарантией подбора оптимальных значений всех показателей и обеспечения высокоэффективного резания. Любой расчет начинается с подбора глубины резания, после чего устанавливается подача и скорость. Расчет должен выполнять строго в данной последовательности, так как скорость больше всего влияет устойчивость и износ резца. Расчет режимов будет идеальным, если учесть геометрическую форму резца, металл изготовления резца и материал обрабатываемой заготовки. В первую очередь, производится расчет величины шероховатости заготовки. Исходя из данного показателя, выбирается оптимальный способ обточки поверхностей заготовки, таблица содержит данные значения. Таблица содержит данные, указывающие на то, какой инструмент рекомендуется для резания. Нужно иметь в виду, что таблица также содержит иллюстрации, демонстрирующие рациональные способы токарной обработки поверхностей разных металлов: олова, алюминия, титана, меди, нержавеющей стали. Расчет глубины высчитывается показателем припуска на обточку поверхностей. На расчет величины подачи влияет уровень требуемой чистоты обточки. Максимальные показатели выставляются для черновой обработки, минимальные – для чистовой. Расчет скорости обработки поверхностей основывается на основе полученных значений по формулам. Допускается брать скорость, значения которой содержит таблица. Также необходим расчет усилия резания по эмпирическим формулам, установленным для каждого типа обработки. Преимуществами токарного резания можно назвать: · возможность производства деталей самых сложных форм: сферических, цилиндрических и др.; · возможность обработки любых металлов и сплавов: бронзы, нержавеющей стали, чугуна, титана, меди; · высокая скорость, качество и точность обработки; · минимальное количество отходов, так как образовавшаяся стружка может повторно переплавляться.
Расчет норм времени В курсовом проекте необходимо определить нормы времени по выбранным ранее 2-3 операциям (разноименным). Норма времени (Тн) определяется так: где Тo - основное время (время, в течение которого происходит изменение формы, размеров, структуры и т.д.), мин; Тв - вспомогательное время (время, обеспечивающее выполнение основной работы, т.е. на установку, выверку и снятие детали, поворот детали, измерение и т.д.), мин; Тдоп - дополнительное время (время на обслуживание рабочего места, перерыв на отдых и т.д.), мин. Дополнительное время определяют по формуле:
где К – процент дополнительного времени, принимается по виду обработки ([3], табл. 7) Тnз - подготовительно-заключительное время (время на получение задания, ознакомление с чертежом, наладка инструмента и т.д.), определяется по таблицам [3, 5], мин; Х - размер производственной партии деталей, шт. Штучное время на обработку одной детали Штучное время на обработку одной детали
Основное время определяют по формуле
(мин), (6) где L - длина обработки, мм L = где y - величина врезания и перебега резца, мм (табл. 25. Здесь и далее ссылки на таблицы – Приложение Д). i - число проходов где h - припуск на обработку, мм; t - глубина резания, мм; S - продольная подача, мм/об; n - число оборотов детали, об/мин. Подачу выбирают по принятой глубине резания, диаметру обрабатываемой детали, учитывая степень чистоты обработки. Подачи при черновом продольном точении приведены (табл. 1), при чистовом продольном точении (табл. 2). Подачи при растачивании (табл. 9). При растачивании вылет резца из резцедержателя должен быть несколько больше глубины растачиваемого отверстия. Подачу при торцовом обтачивании (подрезке) выбирают по диаметру обрабатываемой детали и характеру обработки (табл. 12). Фактическую подачу принимают по паспорту станка. Скорость резания выбирают в зависимости от глубины резания и подачи (табл. 3, 10, 11, 1314), при растачивании на 10...20% меньше, чем при наружном точении. (м/мин) , (9)
где Км - учитывает марку обрабатываемого материала (табл. 4,5) Кмр - учитывает материал режущей части резца (табл. 6) Кх - учитывает характер заготовки и состояние ее поверхности (табл. 7) Kох - учитывает применение охлаждения (табл. 8) Определяют число оборотов детали
Назначают фактическое число оборотов детали по паспорту станка и рассчитывают основное время То. Определяют вспомогательное время
где - время на установку и снятие детали, мин (табл. 26) - время, связанное с проходом, мин (табл. 27) Определяют дополнительное время по формуле (4) Определяют штучное время (Тш) по формуле (5) Подготовительно-заключительное время указано ([3], табл. 45)
33. Качество и экономичность машины. (Ахмедьянова)
34. Технологические процессы с использованием методов обработки со снятием материала - фрезерная операция пазов концевой фрезой. Движения формообразования, дополнительные и вспомогательные движения процесса. Параметры режимов обработки и нормы времени при фрезеровании пазов концевой фрезой.(Ахмедьянова) 35. Понятие о машине и ее служебном назначении.(Яманаев) 36. Технологические процессы с использованием методов обработки со снятием материала - фрезерная операция пазов дисковой фрезой. Движения формообразования, дополнительные и вспомогательные движения процесса. Параметры режимов обработки и нормы времени при фрезеровании дисковой фрезой.(Бикбулатов) 37. Роль технологии машиностроения в современном мире и этапы ее развития, как науки. 38. Технологические процессы с использованием методов обработки со снятием материала - токарная операция. Движения формообразования, дополнительные и вспомогательные движения процесса. Параметры режимов обработки и нормы времени при точении фасонных поверхностей на станках с ЧПУ.(Риянов) 39. Общая характеристика технологической документации(Кутлуев) 40. Выбор способов обработки и определение количества необходимых переходов(Абраров) 41. Выбор технологического оборудования при механообработке(Якупов) 42. Шероховатость обработанной поверхности. Характеристики шероховатости(Фахрисламов) 43. Твердость материала заготовки (детали), методы определения. Указание на чертеже.(Риянов) |
||
|
|
Последнее изменение этой страницы: 2018-05-10; просмотров: 451. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
 (мин) , (3)
(мин) , (3) ,(мин) , (4)
,(мин) , (4) ,(мин) , (5)
,(мин) , (5)
 + y (мм), (7)
+ y (мм), (7) (8)
(8) Табличное значение скорости резания корректируют с учетом условий обработки детали.
Табличное значение скорости резания корректируют с учетом условий обработки детали. (об/мин) , (10)
(об/мин) , (10) (мин) , (11)
(мин) , (11)