|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Оборудование, инструмент, материалы
3.1. Вертикально-сверлильный станок 2Н118. 3.2. Стенд с инструментами для обработки отверстий. 3.3. Набор режущего инструмента: сверло; зенкер; развертка. 3.4. Переходные втулки с конусом Морзе. 3.5. Клин для выбивания сверла и других инструментов из шпинделя. 3.6. Заготовка из низкоуглеродистой стали или алюминиевого сплава Д16. 3.7. Тиски машинные. 3.8. Набор эталонов шероховатости поверхности [2]. 3.9. Штангенциркуль. 3.10. Кернер. 3.11. Молоток.
Последовательность выполнения работы
4.1. Непосредственно на рабочем месте изучить устройство вертикально-сверлильного станка 2Н118, типы свёрл, зенкеров и развёрток. 4.2. Выбрать сверло необходимого диаметра согласно техноло-гической карте и вставить его в коническое отверстие шпинделя станка. 4.3. В качестве заготовки использовать две пластины одина-ковой толщины. Закрепить пластины совмещая их по высоте в машинных тисках, установленных на столе вертикально-сверлильного станка. Закернить заготовку в трёх местах по разъёму пластин на расстоянии в 20 мм друг от друга. 4.4. По указанию преподавателя установить необходимое число оборотов шпинделя и подачу. 4.5. Просверлить три сквозных отверстия в заготовке. 4.6. Замерить диаметры полученных отверстий. 4.7. Выбить специальным клином сверло со шпинделя и на его место вставить зенкер. 4.8. Обработать второе и третье отверстия зенкером. 4.9. Выбить клином зенкер со шпинделя и вставить развертку. 4.10. Обработать третье отверстие развёрткой. 4.11. Сравнить визуально величину шероховатости поверхности отверстий обработанных различными способами с эталоном [2], оценить величину шероховатости и сделать выводы.  Содержание отчета
Отчет по работе должен содержать: 5.1. Название и цель работы. 5.2. Уравнение кинематического баланса цепи главного движе-ния и цепи подач. 5.3. Описание последовательность выполнения работы 5.4. Выбранные режимы резания для каждой операции. 5.5. Выводы о влиянии вида обработки на величину шерохо-ватости, обработанной поверхности. Контрольные вопросы 6.1. Перечислить основные операции, выполняемые на верти-кально –сверлильных станках и применяемые инструменты. 6.2. Назвать основные узлы и органы управления станка, объяснить их назначение. 6.3. Показать на схеме кинематические цепи главного движения и движения подачи. 6.4. Объяснить варианты передачи движения от электродвига-теля к шпинделю, составить уравнения кинематического баланса (в общем виде и для конкретного случая, например, для наименьшей или наибольшей подачи, наибольших или наименьших чисел оборотов шпинделя станка). 6.5. Объяснить, почему после сверления не удаётся получить поверхность отверстия с высоким квалитетом точности и низкой шероховатостью. 6.6. Почему развёртывание является окончательным видом обработки отверстий малого диаметра? 6.7. Сколько режущих кромок имеет сверло? Покажите их на сверле и объясните их назначение. 6.7. Чем конструктивно отличается сверло от зенкера? 6.8.Чем конструктивно отличается зенкер от развёртки? 6.9. Чем конструктивно отличается сверло от развёртки? 6.10. Для чего применяются переходные втулки Морзе при обработке отверстий на сверлильных станках? 6.11. Можно ли выполнять развёртывание отверстия сразу после сверления, минуя операцию зенкерования? ЛАБОРАТОРНАЯ РАБОТА №3 ОБРАБОТКА ЗАГОТОВОК НА ФРЕЗЕРНЫХ СТАНКАХ C ИСПОЛЬЗОВАНИЕМ ДЕЛИТЕЛЬНЫХ ГОЛОВОК Цель работы 1.1. Изучить устройство горизонтально - фрезерного станка 6М82, типы фрез и их назначение. 1.2. Изучить назначение и устройство делительной головки УДГД - 200. 1.3. Научиться производить деление заготовок на различное число частей с использованием делительной головки УДГД - 200. 1.4. Получить навыки наладки и настройки станка 6М82 и дели-тельной головки на обработку зубчатого колеса. Общие сведения
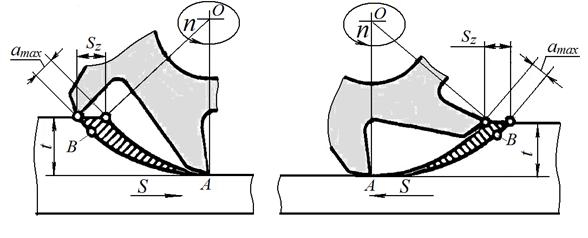
Фрезерование является одним из высокопроизводительных и распространённых методов обработки поверхностей заготовок многолезвийным режущим инструментом – фрезой. При фрезеро-вании инструмент совершает главное вращательное движение, а заготовка – поступательное движение подачи. В зависимости от направления вращения фрезы и направления подачи заготовки различают два метода фрезерования: попутное (рис. 3.1, а), когда направление вращения фрезы совпадает с направлением движения подачи и встречное (рис. 3.1, б), когда направление вращения фрезы противоположно направлению движения подачи. Попутное фрезерование рекомендуется при чистовой обработке, когда отсутствует корка на обрабатываемой заготовке. При этом способе обработки улучшаются условия резания, так как зуб фрезы сразу снимает максимальную толщину срезаемого слоя, которая при выходе снижается до нуля. В этом случае кроме лучших условий врезания фрезы процесс резания протекает более спокойно, и обработанная поверхность получается более чистой по сравнению со встречным фрезерованием. Кроме того, уменьшается износ зубьев фрезы и облегчается крепление заготовки, так как при обработке фреза стремится прижать обрабатываемую деталь к столу. Встречное фрезерование обычно применяют при черновой обработке заготовок с литейной коркой, с окалиной и т. д., так как зубья фрезы срезают с заготовки стружку снизу, не касаясь твёрдой дефектной поверхности. Недостатком этого способа обработки является высокая шероховатость обработанной поверхности и повышенный износ зубьев фрезы из-за проскальзывания зуба фрезы по наклёпанной поверхности, образованной предыдущим зубом. Кроме того, требуется надёжное крепление заготовки к столу фрезерного станка, так как при обработке фреза стремится оторвать её от стола.
а б Рис. 3.1. Схемы фрезерования: а – попутное; б –встречное |
||
|
|
Последнее изменение этой страницы: 2018-06-01; просмотров: 367. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |